Navigation
5-axis measurement information
What is 5-axis measurement?
Based on advanced head, sensor and control technology, Renishaw's 5-axis measurement technology delivers unprecedented measuring speed and flexibility, whilst avoiding the speed versus accuracy compromises inherent to conventional techniques. It boosts measurement throughput, minimises lead times and gives manufacturers a more comprehensive appreciation of the quality of their products.
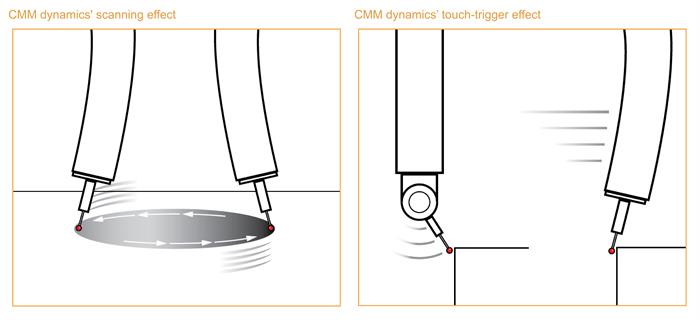
Unlike systems based around indexing heads or fixed probes, 5-axis motion enables the stylus to follow a continuous path around complex components without having to leave the surface to change stylus cluster or index the head. Controller algorithms that synchronise CMM and head motion produce an optimal tip path and minimise CMM dynamic errors.
Increase throughput
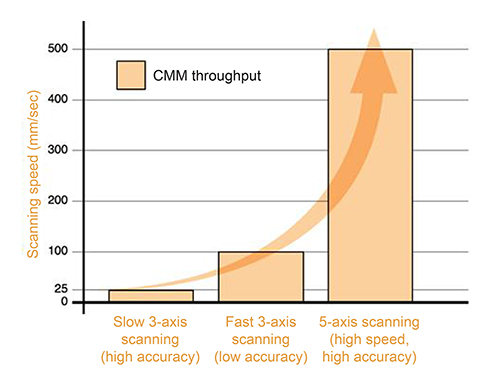
The ultimate scanning speed of a CMM is limited by machine dynamics, typically to between 80 mm/sec and 150 mm/sec. However, long before we reach this limit, measurement accuracy falls away; often limiting the effective maximum measuring speed to between 10 mm/sec and 25 mm/sec.
How?
Non-linear motion on a Cartesian CMM induces accelerations and decelerations that twist and deflect the machine structure, and these dynamic deflections result in measurement errors that increase with measurement speed and acceleration.
To avoid dynamic deflections, Renishaw's 5-axis measurement minimises machine accelerations, whilst moving the stylus very rapidly over the component surface.
Advantages of 5-axis measurement
Renishaw's 5-axis measurement breaks through the dynamic performance barrier by minimising the accelerations and hence the inertial loads on the machine structure. Renishaw's dynamic heads do most of the measurement work, enabling exceptional throughput without compromising accuracy.
Reduce measurement cycle times
- Eliminate bottlenecks
- Rapid process feedback
- High speed head and sensor calibration
- Less time spent indexing and more time spent measuring
- Avoid changing stylus clusters
…without compromising accuracy
5-axis measurement techniques
Renishaw's 5-axis measurement technology allows you to replicate your current measurement strategies - only much faster - but also makes new ways of scanning possible. Bores can be measured using touch points, circular or helical scans, whilst data on contoured surfaces and edges can be captured with a sweeping motion of the head.


5-axis measurement controller technology
The motion controller is a vital factor governing the performance of any CMM.
Renishaw's UCC controllers provide the powerful platform for 5-axis measurement systems, bringing unprecedented flexibility and productivity to CMM users.
Designed to meet the exacting demands of 5-axis scanning and the processing of 4,000 data points per second at speeds of up to 500 mm/sec the UCC controller also provides smooth simultaneous motion of the CMM and head axes ensuring minimal dynamic deflection on the CMM structure for optimal metrology performance.
Renishaw's UCC controller range supports the I++DME command protocol which is also support the by the majority of CMM metrology application software products. The system operates on a client (application software) / server (controller software) basis where the responsibility for metrology performance lies with the server. Renishaw has produced the UCCserver application which manages all aspects of CMM metrology and probe calibration.

A primary objective of the controller is to allow high speed data collection with minimal CMM motion.
Rapid infinite head positioning
- Synchronised CMM and head motion
- Trajectory planning and control, minimising non-measurement moves
- Unique 5-axis motion blending of moves on a CMM
Measurement
- Head touch
Control of the head motors offers Renishaw's unique head touch capability where rapid measurement data is collected with the CMM completely stationary. - Scanning
The ability of the software to maintain the correct displacement of the tip whilst in contact with the surface during scanning is unique to UCC and enables the fast 5-axis scanning speed. - Head scanning algorithm: minimised CMM motion with maximised head motion during cylinder / bore scanning
- 3 axis scanning: enhanced by the infinite orientation and positioning of the head
- Curve scanning: throughput and accuracy are increased through speed control and way point blending whilst scanning
- Sweep scanning: defined by a parabolic surface approximation, in which the width and height are described, allowing the sweep algorithm to deal with different shapes and surfaces