Unlock your additive manufacturing possibilities with multi-laser productivity
01 June 2018
Unlock your additive manufacturing possibilities with multi-laser productivity
Two heads are better than one when it comes to creativity, but are four lasers better than one when it comes to metal additive manufacturing? The evidence speaks for itself. Here, Robin Weston, Marketing Manager at Renishaw's Additive Manufacturing Products Division, explains how the new Renishaw RenAM 500Q four-laser system is expected to significantly improve productivity in the most commonly used machine platform size.
By speeding up the process by up to four times, Renishaw expects the RenAM 500Q to broaden the market appeal of metal additive manufacturing. This will advance the technology into applications that are presently uneconomic, and potentially into new industries that have yet to embrace AM in production applications.
Innovative design enabled by additive manufacturing
The key driver for the RenAM 500Q is a new, innovative optical system. The system is a critical component within the AM system and was designed through a collaboration between Renishaw's dedicated control, software and mechanical engineering departments.
The ytterbium fibre laser beams enter the optical system and are guided by four pairs of mirrors driven by precision galvanometers (galvos) which rotate to steer the laser beams across the build plate. The optical system also focuses the lasers dynamically, continually adjusting their focal lengths to maintain a consistent spot size as the beam angles change across the flat working area. To deliver accuracy at the powder bed takes expert optical and control engineering, something Renishaw has spent years perfecting on products like its REVO® 5-axis measurement system for co-ordinate measuring machines.
Renishaw drew on its in-house additive manufacturing (AM) capabilities to produce the RenAM 500Q optical system. Using AM to produce this component has allowed Renishaw to achieve tighter packaging of the guiding mirrors and the incorporation of internal conformal cooling channels to maintain precise thermal stability. Enabling these innovations through the production use of AM has allowed Renishaw to produce a machine that addresses the challenges of improving productivity in the most widely used mid-sized machine class.
The optical system design is produced with a hybrid manufacturing technique – by incorporating the (normally sacrificial) processing plate as part of the final component, it reduced the volume of AM material to be printed and cut the processing step required to remove components from the plate. Renishaw's Additive Manufacturing Solutions Centre in Staffordshire further optimised the component, AM support structure and design for manufacture for series production.
Productivity unshackled
The new four-laser system improves productivity up to four times without increasing platform size. Larger systems face additional challenges including increased material inventory, mechanical handling of heavier substrates, shielding gas efficiency over a larger working area and the inevitable higher capital cost and factory footprint of larger systems. For larger parts these compromises must be accepted, but for a broader appeal, mid-sized machines tick more boxes and are presently mostly hampered by a lack of productivity due to a limited number of lasers.
The RenAM 500Q builds on the system architecture of Renishaw's RenAM 500M single-laser system for series production, but with some significant differences. The most obvious is four lasers but all subsystems must be re-engineered to cope with the additional throughput. Of high importance is the ability to deal with the additional process emissions generated by four lasers. Resolving this with a higher throughput of gas, and greater gas velocity, places an increased burden on other subsystems such as filtration, used to capture the process emissions. Here Renishaw has added an intercooler into the gas stream to maintain consistent processing temperatures and a pre-filter cyclone that separates smaller particles from larger particles to help preserve filter life and increase powder re-use.
Other areas that have been enhanced include improved gas flow consistency across the processing area, significantly reducing cleaning between builds. With four lasers that work over the entire build area, it is also vital to maintain a precise relationship between the optical system and the powder bed. A number of engineering advances contribute to achieving this, including precision kinematic mountings used to locate the re-coater, improving set-up time and repeatability.
Small footprint, big possibilities
Using four lasers efficiently requires more up-front programming and process engineering work. The easiest place to start is to assign each laser to an individual or group of independent parts. The lasers can then work in parallel. Initial findings suggest that some care is needed when processing adjacent parts simultaneously, where the emissions from one might affect the other. Results show some marginal differences in surface finish but overall this is the simplest processing scenario to manage and is the recommended start point for most users.
Beyond this the application plays a more significant role in the choices around multi-laser processing. It is clearly possible to use all four lasers to work on a single part and the ability of the Renishaw system to address the entire powder bed with each laser allows for the most optimised processing strategy.
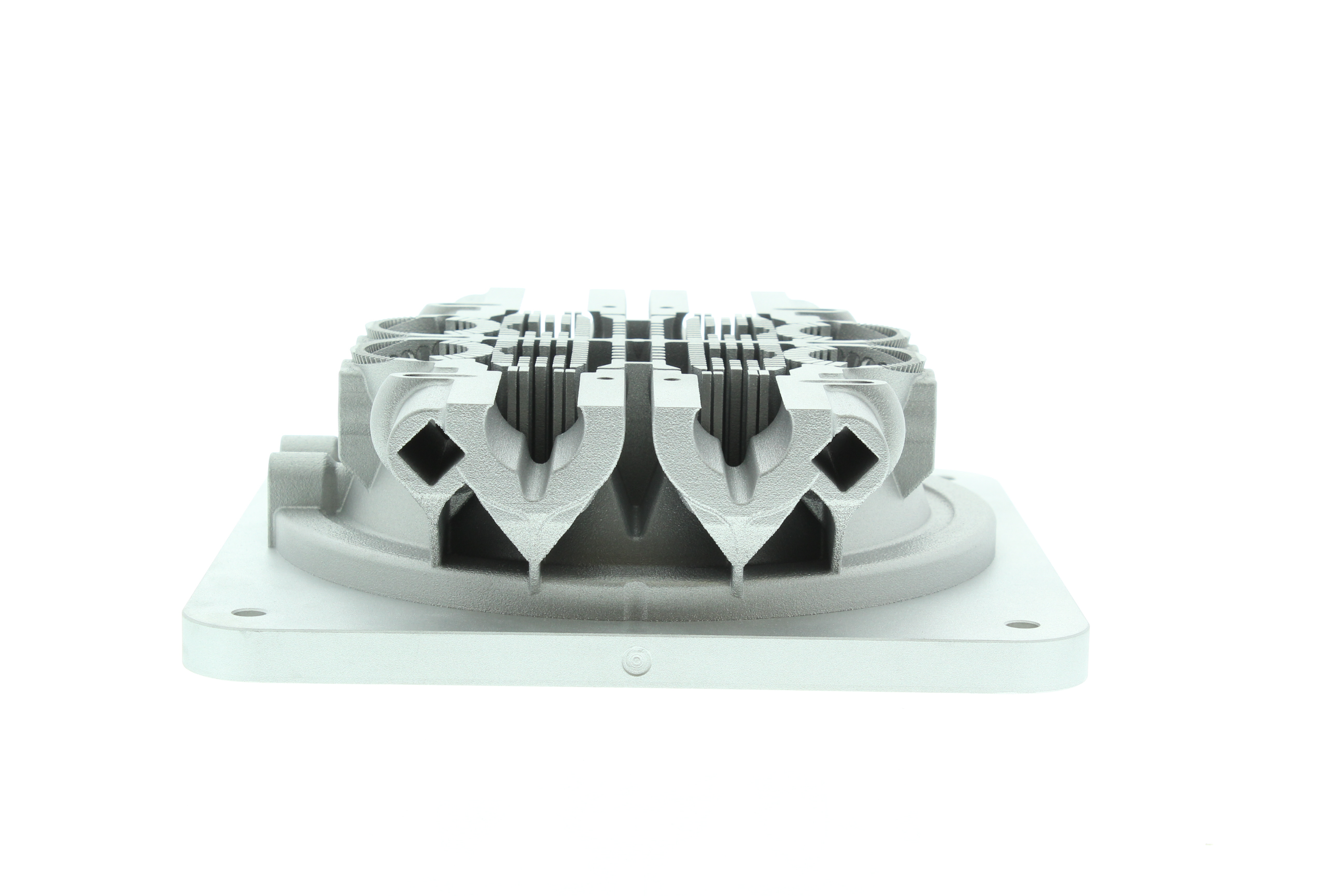
One example is the Renishaw RenAM 500Q galvo mounting block, which is additively manufactured in 19 hours using four lasers. It is an ideal AM part and an application where the operational demands are focussed on thermal stability, leak proofing and geometrical repeatability. It is not under significant structural load and so component testing can be confined to verifying functional design requirements.
For more challenging structural parts, particularly those in safety critical applications such as aerospace, healthcare and motorsport, most users will want a detailed understanding of the effects of multi-laser interaction and this will require more testing and evaluation, something potential users can experience through the Renishaw Solutions Centre access programme.
Each user will have their own perspective on how to approach multi-laser technology, whether using it to enhance productivity for an already mature AM application, or to unlock new markets and applications that significant productivity gains allow.
Additive manufacturing is now a viable series production technology. The technology is moving towards applications where it is not just the technical benefits of AM that are attractive but also the production economics for high quality components.
What's more, the Renishaw RenAM 500Q system offers up to four times greater productivity but at a modest increase in initial capital investment – this translates into a reduction in piece part component cost which will both broaden the appeal of metal additive manufacturing and allow existing users to achieve more. To answer the original question, it seems four lasers really are better than one.
Downloads
- News release: Unlock your additive manufacturing possibilities with multi-laser productivity [106kB]
-
 The galvanometer block additively manufactured using four lasers on the RenAM 500Q over a period of 19 hours
[2.0MB]
The galvanometer block additively manufactured using four lasers on the RenAM 500Q over a period of 19 hours
[2.0MB]
-
 The galvanometer block additively manufactured using two lasers on the RenAM 500Q over a period of 19 hours
[2.0MB]
The galvanometer block additively manufactured using two lasers on the RenAM 500Q over a period of 19 hours
[2.0MB]
-
 The galvanometer block additively manufactured using one laser on the RenAM 500Q over a period of 19 hours
[1.5MB]
The galvanometer block additively manufactured using one laser on the RenAM 500Q over a period of 19 hours
[1.5MB]
-
 Illustration of the galvanometer block production on the RenAM 500Q by number of lasers over a period of a week
[1.3MB]
Illustration of the galvanometer block production on the RenAM 500Q by number of lasers over a period of a week
[1.3MB]



For further images, videos, company biographies or information on Renishaw and its products, visit our Media Hub.