Renishaw systems crucial to manufacturing at Martin-Baker
Martin-Baker, the world's leading supplier of aircraft ejection seats, rely on Renishaw's QC10 ballbar and machine tool probe systems to manufacture complex, high-quality components.
Martin-Baker gauges the success of its ejection seats by the number of successful ejections. With over 7000 lives saved to date the company can easily justify its reputation as the leading supplier of aircraft escape systems in the world, having 80% of the world market and supplying aircraft manufacturers and end-users in most countries.
The first ejection seats were developed in 1944, and a series of developments over the years have led to the very sophisticated micro-processor controlled, rocket-propelled seats supplied today. The company may have a long history, but manufacturing at the factory in Uxbridge, Middlesex, is right up to date, with the latest equipment in use. This is very important, when you consider that about 1 in 10 of Martin-Baker seats have actually been used in emergencies. It is difficult to imagine a situation where the reliability of mechanical parts, for the few seconds when they do their job, could be more important.
The complex machined components that go into the seats have multiple features, and demand very high standards of quality control to ensure reliable operation in the toughest conditions. Aluminium is the most common material, and with the machine time and resources almost all finished parts are of a high value, so minimising scrap is of paramount importance.
Probing on fully automated systems
Most components are manufactured on 3 Makino A55 4-axis machining centres, fed by a common 60 pallet loading system. These machines are set up identically to allow flexibility when requirements for quantities and types fluctuate. All three rely on spindle-mounted probes to control their operation.
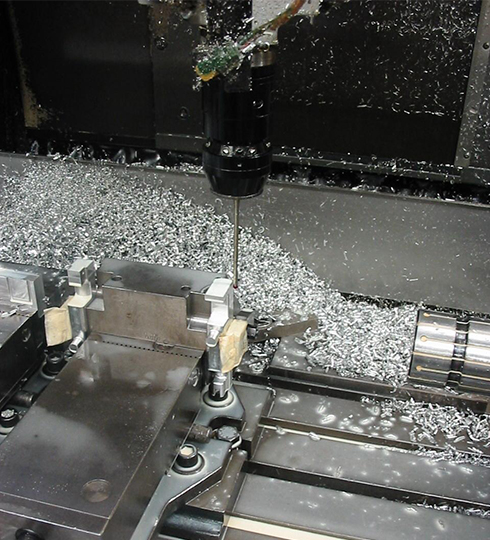
When a pallet is loaded into the machine containing the raw material on simple fixtures, the first feature is machined and immediately probed with the Renishaw MP10 probe. This measurement establishes the datum to which all subsequent machining is related - the programs do not rely on the accuracy of the fixtures. Peter Smith, the production engineer and programmer responsible, adds, “the probe is also used when needed during the course of the program, probing the machined surfaces then machining the next ops relative. This guarantees positions on bores and other features that must relate to each other accurately. All components are probed at the end of machining, which allows the machine automatically to make ‘intelligent' decisions such as whether extra ops are needed.”
“When needed” is a key phrase here, the probe system being sufficiently flexible to be used only when a measurement is required, with routines lasting just a matter of seconds. The programmers need add only 1 or 2 simple lines of code to their program to take these measurements, with the resident probing software enabling the probe to be loaded into the spindle from the tool changer, working out the necessary moves and automatically updating offsets.

Probing on older machines with manual loading
Probes have also found applications on three Makino 106 CNC milling machines, each twenty years old but still in full production and expected to hold consistent tolerances on key components. The probes are used for job set-up in several different ways, for example, forged billets are clamped into the vice and the probe checks certain features to detect any variation in the forging. The readings can be used by the machine's control to ‘decide' where machining starts and how many cuts are required, eliminating ‘fresh-air' cuts and any scrap due to setting.
These Makino machines are also used to produce the slots on the guide rails along which the seat will be propelled when used. While the weight must be kept to a minimum, it is essential for the strength of the rail that the wall thickness is sufficient along the full length. This brings challenges when setting up and aligning. The probe checks the exact position of multiple positions on the material clamped to the machine bed. These readings are used to adjust the machining program and ensure that the correct amount is machined in all the required places. Before probing, when this was done manually, the whole job took over 2 hours. Each rail is now completed in 30 minutes, with a far higher confidence and reduced scrap.
Each Makino is fitted with an indexer, which although used for a variety of jobs to reduce time consuming manual setting for each face, does not position as accurately as the work requires. Therefore the spindle probe is quickly used in-cycle after each indexed move and takes points on a part's surface. This determines the component position and the control then works out any compensation required to the machining program. Peter Smith is in no doubt how important this is to the process, “Without this, the machine couldn't do all the faces of the component, in fact we couldn't easily machine some of these components at all”.
Confidence in machine performance with the QC10 ballbar
Recently, Martin-Baker has had two very large Mori Seiki mill-turn machines installed, to provide extra capacity to cope with demand and upgrade machining capability and productivity. Both are fitted with Renishaw MP700 spindle probes, which are ideal for such versatile multi-axis machines. To fit probing was not a difficult decision, as Martin-Baker now has a well established policy that all new machines must have probing systems.Measuring components
on the machines and setting jobs where dimensions are critical relies on having the confidence that the machine is positioning correctly to start with. This is also true for the machining operations themselves, but if you have suspicions that the machine is not always where it thinks it is, how do you find out about the root causes? Robbie Mitchell, Martin-Baker's machine tool maintenance engineer, obtains the information he needs with a Renishaw QC10 ballbar.The QC10 ballbar is coupled to magnetic mounts on the machine's bed and in the machine spindle. It then follows the radius of a circle described by the machine in 2 axes, controlled by a simple program running on the machine's control. The high accuracy transducer in the ballbar records any variation in this measured radius and the ballbar software, running on a linked PC, displays and diagnoses the results. Whether the machining performed on that machine involves circular interpolation or not, this test enables the software to identify and quantify the exact causes of any positioning errors. If the error can be corrected by making adjustments, for example trimming servos, the exact figure is entered, and another test run after adjustment to confirm the improved performance.