Machine tool probes for workpiece set-up and inspection
Enhance the efficiency of your CNC machining centres and lathes with our innovative range of automated machine tool probes for workpiece set-up and inspection. Streamline your operations and maximise productivity with our machine tool probing solutions.
Machine tool inspection probes play a key role in achieving precision throughout the manufacturing process. These precision measurement devices provide automated workpiece set-up, in-process control, and part verification.
Renishaw offers an extensive range of inspection probes for machine tools which support a breadth of applications. Our probes fall into three categories depending on which technology they use: standard-accuracy, high-accuracy, and scanning.
Move from manual to automated workpiece set-up and inspection with our standard-accuracy touch probes.

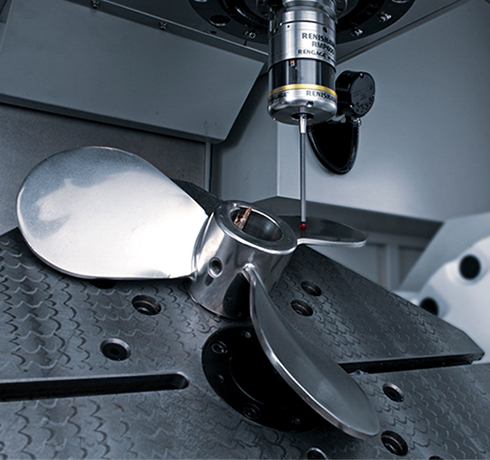
Explore our range of high-accuracy touch probes for unbeatable 3D measurement capability.

Enable high-speed part set-up, 3D measurement of features and form, and surface condition monitoring.
New technologies
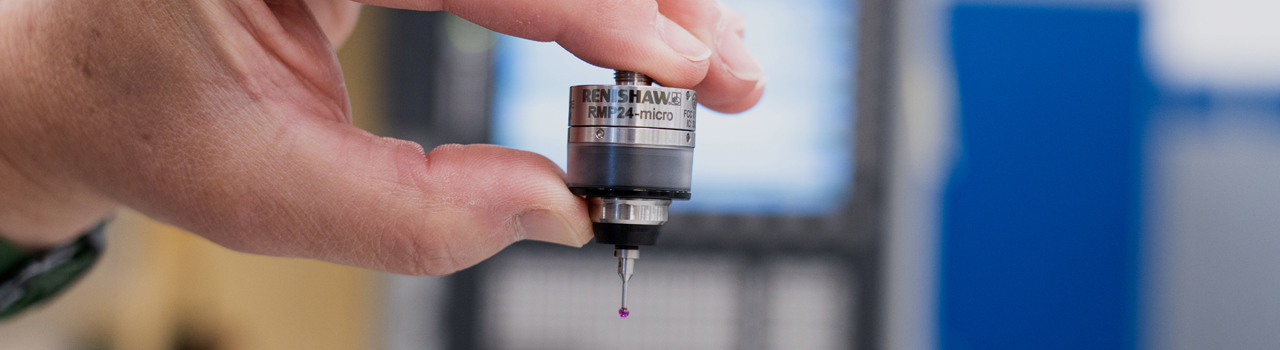
Improve the accuracy and efficiency of your machining process with the world's smallest wireless probe for machine tools.
Probing technologies
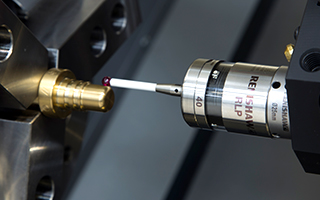
- Standard-accuracy CNC touch probes feature the original and reliable kinematic arrangement for 2D touch-trigger measurements.
- Our high-accuracy touch probes combine the kinematic mounting arrangement with strain gauges, resulting in superior touch-trigger accuracy.
- Scanning probes incorporating unique SPRINT™ technology, provide exceptional, high-speed, high-density 3D scanning data.
The benefits of machine tool probing
Probing and tool measurement systems are widely used in the manufacturing industry. Modern CNC controllers now come equipped with standard routines that facilitate probing cycles and enable seamless integration of machine tool inspection probes. They provide a multitude of benefits, including:
- Improved quality control. Inspection probes take extremely precise and accurate measurements, allowing for thorough quality control checks. The data collected throughout the machining process can also be analysed and used to optimise processes and improve quality further.
- Increased efficiency. By introducing automated processes, you reduce the need for manual measurement, thereby reducing the risk of human error. This enables faster inspection times and improves overall productivity.
- Improved process control. By providing real-time feedback on part dimensions and features, manufacturers can adjust and correct the machining operation if parts start to drift out of tolerance.
- Cost reduction. Early detection of deviations helps prevent the production of faulty parts. Together this reduces scrap, rework, and associated costs.
- Increased flexibility. The use of inspection probes allows for the efficient inspection of complex parts and hard-to-reach features, enabling wider flexibility and a broader range of manufacturing capabilities.
I can't believe it took me this long to realise how valuable probing is in my work environment. Now that I can see how user-friendly and accurate the OMP40-2 is, it would be hard to convince me to use anything else.
Hammond Engineering (Australia)
Tackle process variation at source
The key to manufacturing accurate, in-tolerance components is to remove sources of variation throughout the machining process. Applying automated probing routines before, during, and after the metal cutting process, can you help you achieve this.
By following our Productive Process Pyramid™ methodology, you can identify process control opportunities across all stages of manufacture.
Probing can be used to apply preventative controls before machining starts. Machine condition optimisation and monitoring are vital processes in enabling a machine to produce consistently good parts and suffer fewer unplanned stoppages.
Probing during process setting tackles predictable sources of variation such as the location of the workpiece, the size of a tool, and offsets on the machine which could otherwise cause non-conforming components.
In-process probing limits sources of variation that are inherent to machining, such as tool wear and temperature variation, providing intelligent feedback to the process as machining progresses.
Post-process monitoring checks the process and finished workpiece against their specifications and provides confidence in the stability of the machining process.

Finding the right transmission type
Our machine tool probes and CNC controllers communicate via signals managed by a transmission system. Your machine type and application will determine which probe and transmission type is best suited for you. Renishaw probes use three main types of transmission systems:
Optical
Our optical transmission systems use infrared technology to communicate and require a clear line-of-sight between the probe and receiver. This means they are most suited to small and medium machines without complex fixturing.
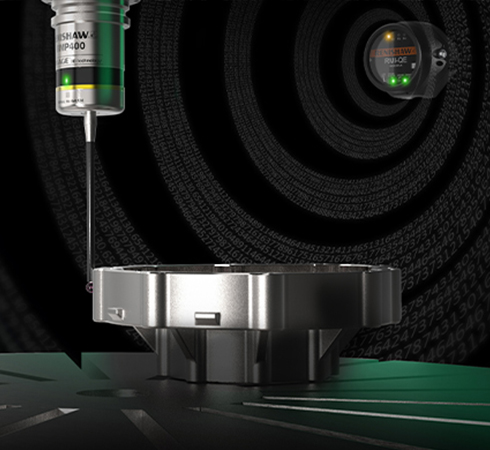
Radio
Our QE series radio systems use radio waves to transmit signals from the probe to the receiver. Frequency hopping spread spectrum (FHSS) technology enables the system to have reliable communication resistant to other radio device interference. Radio systems are particularly suited to large machines and/or applications where line-of-sight is not possible.
Hard-wired
Hard-wired probe systems connect directly to the machine tool controller via a signal cable. These systems are ideally suited to milling machines where the probe is permanently attached.
Frequently asked questions
Q: What is workpiece setting and inspection?
Workpiece setting in CNC machining refers to the process of correctly positioning and aligning a workpiece within a CNC machine tool. By accurately setting a workpiece, you reduce the risk of variation and enable precise machining. Automated set up with a probe can also be up to ten times quicker than manual setting, giving the machine tool more free time for cutting.
Workpiece inspection refers to the measurement of a machined part or feature. The inspection process can take place while the part is still in the CNC machine tool and involves checking that the geometry and dimensions match the original design specification. These measurements can be taken either manually or automatically, using a probing system. During the machining process, if for example, an inspected feature is found to be oversize, adjustments can be made to correct it. This ensures that quality standards are met and prevents the manufacture scrap parts.
By practicing both automated workpiece setting and inspection, manufacturers can minimise errors and machine high-quality components.
Q: Can I use my existing competitor interface with a Renishaw probe?
Renishaw probes only work with Renishaw interfaces. However, we can help with retrofitting systems to existing machines. If you would like more information, please contact your local sales office. Alternatively, you can learn more about our Renishaw interfaces.
Q: How can I clean the workpiece before the measurement?
You can clean a workpiece by using a form of air blast. Alternatively, a wash down cycle can be used, where the component to be measured is passed through a jet of coolant to clear any swarf or debris.
Additional resources






All Renishaw machine tool probes require the purchase of a compatible interface. More information on our range of interfaces can be found on product pages.
Next steps
Looking for more information or need to discuss your requirements? Submit a contact form to speak with your local office.