Cranking down cycle time for Hope Technology
In 2013, Renishaw produced the world's first 3D printed metal bicycle frame for UK company, Empire Cycles. The pedal cranks and other components used to create the fully-built bike were produced using more conventional machining processes, at Barnoldswick-based Hope Technology.
In its high-tech, high-volume production factory, the company employs Renishaw's non-contact tool setting and breakage detection technology, CMM contact scanning probes and modular fixturing to maximise machine up-time and to ensure consistent component precision.
The production of the world's first 3D printed metal bike frame at the end of 2013 was unquestionably a landmark for the cycle industry which has always embraced the latest technology and innovations in its quest for greater speed, lightness and strength. However, additive manufacturing processes do not necessarily lend themselves well to the creation of all bike components. At least, not yet. A number of the drivetrain components mounted on the Empire Cycles frame were produced using conventional, prismatic machining techniques. The pedal cranks, for example, were made by world-renowned Hope Technology Ltd.
The Lancashire-based company was founded by cycling enthusiasts and time-served tool makers 25 years ago. Its 24-7 factory has around 55 of the latest CNC machine tools, employs around 100 people and exports 50% of its production to 40 countries. Mr. Lindley Pate, Hope Technology's works and production manager, was the first employee at the company. As an ex-Rolls-Royce machinist, it's no surprise he brought with him some very high standards, not least when it comes to controlling precision and quality. “We've always believed in making everything in-house, right here in the UK,” he says. “In the very early days we sent a few parts out, but only because of investment requirements. As soon as we could bring it in-house, we did so.”
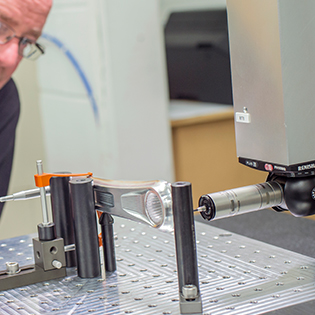
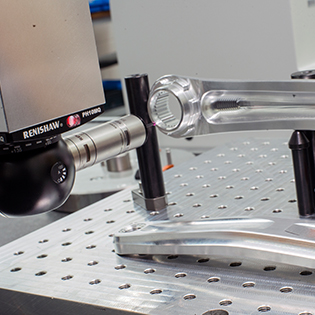
Since those early days of in-house metal cutting, Hope Technology's CNC machines have been equipped with Renishaw NC4 non-contact tool setting and breakage detection systems. Recently, the company has also invested in a new co-ordinate measuring machine (CMM), equipped with a Renishaw PH10 articulating head, SP25 contact scanning probe and Renishaw modular fixturing. “We bought the new CMM with the Renishaw probe to improve our inspection function and also to give us the ability to reverse engineer,” says Mr Pate. “It gives us the option to benchmark our competitors and helps with compatibility, which is a big issue with bicycles.”
The Renishaw tool breakage detection systems and the contact scanning probe were both used during the production of the pedal cranks for the Empire Cycles project. Although the model of cranks used is a relatively new product, they are a standard design rather than custom made, which means they are produced and shipped in quantities totalling tens of thousands per year.
As well as pedal cranks, Hope is famous for innovative, lightweight anodised wheel hubs, brakes, headsets, stems, chain rings and bottom brackets. Each different component is machined in high volumes to serve a growing, global customer base, and are finished in a wide variety of eye-catching colours. The factory has a prodigious output: 70,000 wheel hubs a year, for example. Needless to say, productivity and machine up-time are extremely important. Minutes shaved off a cycle time can add up to savings of thousands of pounds a year. Dominating Hope Technology's factory floor is a line of high-specification, Japanese-built Matsuura horizontal machining centres.
The Renishaw NC4 system ensures product integrity, eliminates costly scrap, and also the possibility of a broken spindle, which would be hugely expensive to replace in such high-end machines.
Hope Technology (UK)


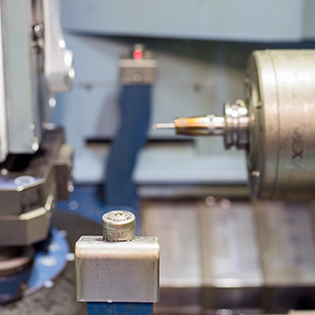

“The Renishaw NC4 system is deployed on all of our Matsuura machines,” states Mr Pate. “They run 24-7 unmanned. If a tool breakage alarm sounds, the machine stops to prevent producing parts using a damaged cutter. As a result, the Renishaw NC4 system serves many purposes: it ensures product integrity, eliminates costly scrap, and also the possibility of a broken spindle, which would be hugely expensive to replace in such high-end machines. We do everything we can to avoid downtime. The consequences could be severe. After all, to keep inventory costs down, we only hold an hour's worth of stock at any one time!”
The NC4 is a flexible laser-based system with ultra-compact laser tool setting transmitter and receiver units that can be mounted on separate brackets, or as a single fixed unit. Dependent on the system, separation distances and mounting, tools as small as 0.03 mm diameter can be measured at any selected point along the beam.
The company's latest Matsuura, an H.Plus-300 3-axis horizontal, has two 15-station pallets, with each pallet fixture featuring a tombstone-style configuration with four parts mounted on four faces - thus 16 components per fixture. Hope Technology uses its pallet pool to fixture different sets of parts on different pallets, all waiting their turn on the machine, including cranks.
The cranks are forged in Italy then transported to Barnoldswick, where they are machined in two set-ups (one for each side) before the spline is added. The company produces a range of different cranks to suit frame length and axle requirements. The Hope factory also houses a line of five other Matsuura machines: MAM72 models with smaller, twin pallets, each of which also employs a Renishaw NC4 system. A single Hope Technology operative oversees all five machines, which also run 24-7.
“It's a high-volume production environment, which means it is critical that we maintain production flows,” reiterates Mr Pate. “Renishaw technology is vital to the process and also to part inspection. We take components off the line on a regular basis for sample measurement on the CMM, using the Renishaw PH10/SP25 head and probe. We also check the first-off from each run, to make sure nothing has changed since we last made the part. If we know the part is good, that's great. If the CMM shows up errors we change the program or the tools, press cycle-start and walk away. The Renishaw products give us the confidence we need.”

