Additive in Formula 1: tecnologia del future
Di Gianfranco Ammirati
Occhiello
La produzione additiva in metallo si sta affermando come la tecnologia del futuro, ma pochi conoscono a fondo le possibilità che può esprimere e la natura della collaborazione, in questo ambito, della Renishaw con Scuderia Ferrari.
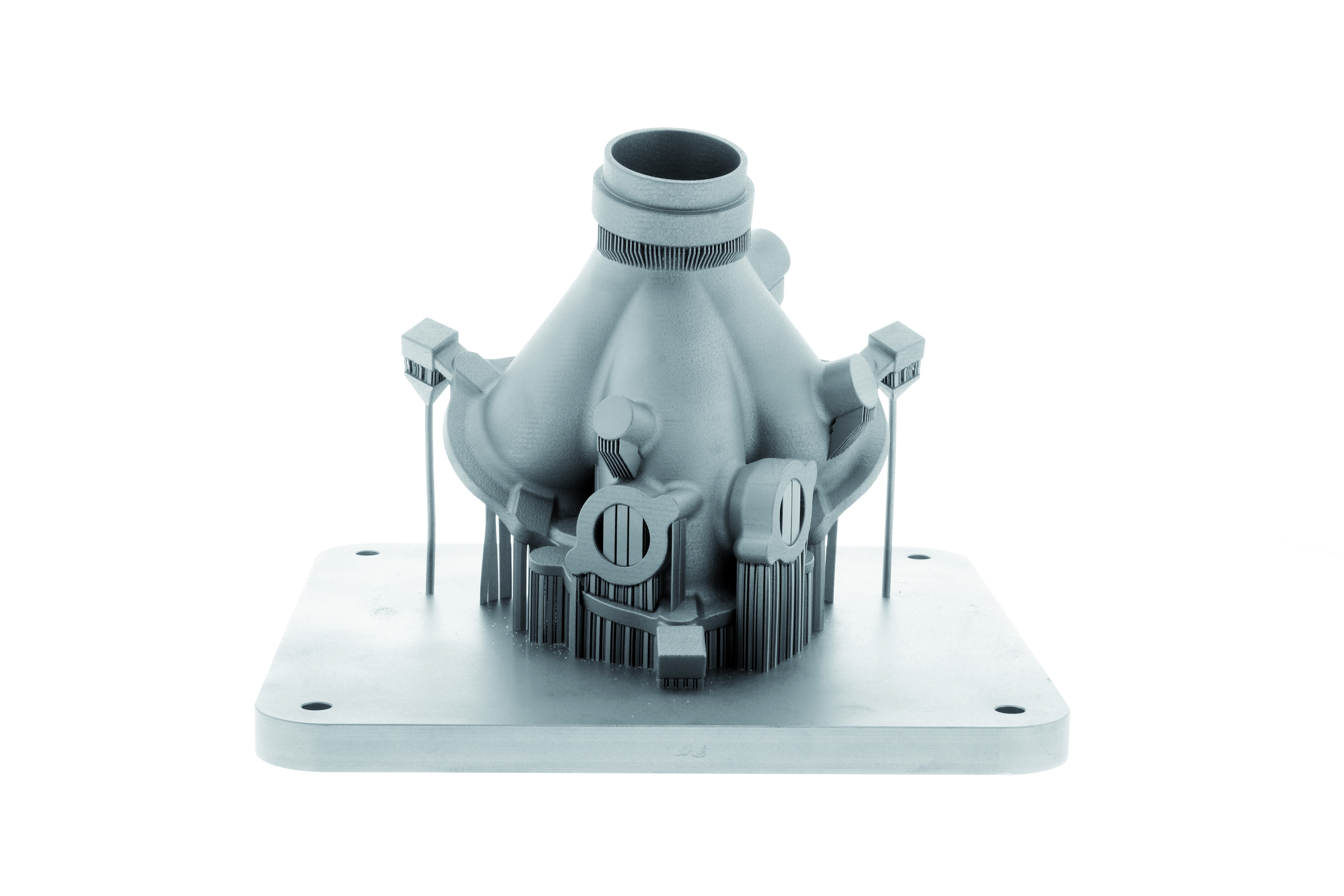

Il soggetto di cui andremo a parlare, è un collettore di scarico per i motori di F1 utilizzati in gara dalla Scuderia Ferrari. Si tratta di un particolare in continuo sviluppo che viene sostituito ad ogni gara sia per poter fruire dei vantaggi derivanti dalla ricerca, sia per minimizzare i rischi di rottura.
E' un componente sottoposto a sollecitazioni sia termiche sia meccaniche di grande rilievo ed è a contatto con i gas di scarico che presentano forte aggressività: per questo viene realizzato in inconel, una lega a base nickel che presenta grande resistenza alla corrosione anche ad alte temperature.
Ma si tratta di un materiale relativamente pesante e molto difficile da lavorare per asportazione di truciolo: la scelta di utilizzare l'additive manufacturing ha permesso di realizzare un pezzo complessivamente molto robusto e leggero in ragione dello spessore molto limitato delle pareti che sarebbe stato difficilissimo ottenere per lavorazione meccanica. La necessità di realizzare tubi dello spessore richiesto con una forma fluidodinamicamente corretta e di integrare delle forme ausiliarie, come dei punti di inserimento per sensori, avrebbe reso ancora più complessa la lavorazione con tecnologia tradizionale.
L'unica soluzione, escludendo l'additive, diventava quindi la fusione, che però presenta tempi di realizzazione decisamente più lunghi e una flessibilità, intesa come capacità di adattamento agli sviluppi della ricerca, praticamente nulla. Oltre allo sviluppo, anche la ‘normale' routine porta a richieste di pezzi diversi in funzione delle caratteristiche del circuito su cui si disputerà la gara: stampi diversi quindi per necessità diverse e nessuna possibilità di cambiamento se non la realizzazione di stampi nuovi. Lo sviluppo, la ricerca delle prestazioni, portano ad elaborare nuove soluzioni che si traducono in cambi di forma, con modifiche (più o meno evidenti) che portano comunque a manufatti diversi che vanno prodotti e testati in tempi strettissimi. L'unica tecnologia in grado di produrre rapidamente pezzi finiti da matematiche ogni volta diverse è l'additive manufacturing: scelta forzata da questo insieme di elementi.
Emerge quindi che, in realtà, la produzione additiva non è una tecnologia alternativa alla lavorazione meccanica, quanto un'evoluzione della fusione: si possono realizzare pezzi complessi senza la necessità di stampi e senza dover tenere conto dei limiti di passaggio della massa fusa in relazione alla sua temperatura e viscosità. La produzione additiva e la lavorazione per asportazione di truciolo sono quindi tecnologie complementari, in quanto il pezzo realizzato in additive dovrà poi essere ripreso in macchina per raggiungere quei livelli di finitura e planarità non ottenibili diversamente. Questa ‘complementarietà' è particolarmente evidente in questo particolare dove, oltre all'inserimento di sensori già citato, sono stati realizzati in maniera integrale nel pezzo anche dei punti di presa proprio per facilitare le lavorazioni successive. Data la conformazione del pezzo con pareti molto sottili, la difficoltà di lavorazione del materiale e la necessità di assoluta precisione, questa via ha fornito la soluzione corretta per le operazioni di finitura successive. In sostanza in questo pezzo si trovano concentrate tutte le evidenze di un DFAM (Design For Additive Manufacturing), che comprendono la progettazione relativa alla funzionalità principale del pezzo (ottimizzazione dello scorrimento dei gas di scarico ad alta temperatura), quella ausiliaria (inserimento sensoristica) e a quella di processo come la realizzazione dei punti di presa e dei riferimenti per la lavorazione meccanica successiva.
Un progetto che parte dopo il progetto
Come abbiamo visto si tratta di un pezzo complesso sia per le condizioni di utilizzo, sia per il materiale, sia per la particolare conformazione. Nel caso della Scuderia Ferrari, la progettazione del particolare è di esclusiva competenza della squadra, che fornisce la matematica, ma, come si affrontano tutte le problematiche correlate alla produzione effettiva?
Gli step più rilevanti sono stati sicuramente la definizione del posizionamento del pezzo in macchina e la ingegnerizzazione dei supporti relativi: per realizzare questi passaggi è infatti necessaria una profonda conoscenza del processo additive. Una sfida aggiuntiva era rappresentata dal fatto che i supporti non dovevano in alcun modo essere presenti all'interno dei condotti di passaggio dei gas per non compromettere la fluidodinamica.


L'ottimizzazione dei supporti è importantissima perché tutta la polvere utilizzata per realizzare i supporti non può poi essere recuperata e incide sul tempo di processo in macchina e su quello necessario per eliminarli a fine lavoro. Allo stesso tempo i supporti svolgono le funzioni importantissime di assicurare la stabilità geometrica e di definire un percorso di smaltimento del calore di fusione.
Per ottenere questo risultato sono state realizzate delle strutture supportanti che permettono di avere una riduzione del numero di supporti classici procedendo con i risparmi di cui abbiamo già parlato. I supporti che vengono realizzati sono molto sottili e, nel caso siano molto lunghi, è possibile un rischio di distorsioni; inoltre vengono spesso fusi con parametri tali da renderli meno ‘densi' rispetto al pezzo principale in modo tale da permettere poi una rimozione più semplice, pur mantenendo la loro funzione. La struttura supportante invece ha una sezione più importante e viene fusa con gli stessi parametri del pezzo in modo da avere una robustezza decisamente più elevata.
I vantaggi di questa scelta sono stati molteplici: l'orientamento corretto del pezzo e l'uso di queste strutture supportanti ha permesso di ridurre la lunghezza e il numero dei supporti, con una conseguente riduzione del tempo di processo. Sulla base di quanto visto, occorre poi specificare che ad ogni modifica del pezzo elaborata dal team della Scuderia Ferrari, si rende necessario rivalutare l'intero progetto di messa in macchina per ottimizzare la situazione in funzione delle modifiche apportate. A questo punto possono essere necessari interventi più o meno limitati che, sostanzialmente, ‘adattano' quanto già realizzato alla nuova conformazione o, anche, ripartire da zero con il posizionamento e la creazione dei relativi supporti e strutture supportanti. In ogni caso è necessario intervenire sempre, con modifiche, aggiunte o eliminazione di supporti, e questo indipendentemente dall'entità della modifica del pezzo.
Tante idee dentro un solo pezzo
Alla stampa 3D viene abbinato un concetto di semplice, facile, immediato mentre questa tecnologia riesce a dare corpo e forma in tempi brevi a oggetti anche molto complessi che, spesso, non si sarebbero neppure potuti produrre con tecnologie tradizionali. Il ciclo di produzione necessario a realizzare questi pezzi, che possono integrare come abbiamo visto anche funzioni diverse, prevede una profonda conoscenza del processo per poter raggiungere gli obiettivi che ci si è prefissi in fase di progettazione.
Un esempio tipico delle realizzazioni 3D è quello della produzione di un particolare in un pezzo unico che, con le tecnologie tradizionali, doveva essere realizzato in pezzi diversi poi assemblati. Questo porta a risparmi nella fase successiva di assemblaggio, ma anche a minor peso, minor complessità gestionale, minori possibilità di rotture e migliori caratteristiche meccaniche.
Questo è quanto già noto; quello che, spesso, non emerge, è che nel momento in cui si aumenta la complessità di un pezzo, si aprono spazi a livello di progettazione per aggiungere idee e funzionalità. Oltre al già citato inserimento in questo pezzo degli alloggiamenti per i sensori, proviamo a pensare più in grande: se ricordiamo come erano costruite le autovetture fino agli anni '30, vediamo come fosse presente un telaio a cui venivano fissati (le parti separate, appunto) la carrozzeria, il motore, le sospensioni… Poi, a un certo punto, il telaio è sparito: la carrozzeria, ovviamente ripensata e riprogettata, è diventata lei stessa telaio autoportante ed ha iniziato ad includere funzionalità che prima non aveva. E queste potenzialità sono via via cresciute, sia a livello della carrozzeria, sia a livello di tutti i sottoinsiemi che sono stati ripensati nello stesso modo. Forse è anche il nome assegnato a questo processo che semplifica troppo il concetto e inganna il potenziale fruitore: fusione digitale potrebbe essere più vicino alla realtà.
Il settore del racing è stato tra i primi ad intuire i vantaggi specifici della tecnologia additiva.
Con vantaggi specifici si intende quel momento in cui, in un determinato settore, emerge un motivo, un fattore, per cui quella tecnologia diventa dirompente. In pratica avviene che, ad un certo punto, quella che si conosce come potenzialità si trasformi in un vantaggio netto, che può essere di tempo o di libertà progettuale come nel caso racing, aerospace o medicale, ma può anche essere semplicemente economico, come sta avvenendo in numerosi altri settori. Nel momento in cui si parla di forme complesse, di alleggerimento, di pezzi unici in alternativa ad assemblati, di caratteristiche non realizzabili con le tecnologie tradizionali, allora emerge la potenzialità della produzione additiva. Chiaramente ogni settore dovrà declinare queste potenzialità in vantaggi oggettivi. Là dove le prestazioni richieste sono estreme si trovano progettisti più sensibili alle nuove potenzialità, ma la crescita della tecnologia, renderà la produzione additiva sempre più accessibile a settori diversi.
L'Additive Manufacturing in Formula 1
Gli appassionati colgono l'aspetto emotivo delle gare, i sorpassi sul filo dei 300 all'ora, la bravura di tutto il team che compie miracoli come cambiare 4 gomme in 2 secondi…poi dietro tutto questo ci sono tante, tantissime altre persone che lavorano con passione e dedizione, che si impegnano per cercare la modifica, la miglioria che possa far guadagnare un battito di ciglia al giro, che possa dare un vantaggio, anche se minimo, al pilota. Si tratta di una ricerca esasperata, forse la più esasperata esistente al mondo, paragonabile solo al settore spaziale. In questa ricerca tutto, e si intende davvero tutto, è messo in continua discussione, in ottica di miglioramento continuo. In quest'ottica la produzione additiva in metallo permette di eliminare gli stampi per la fusione e gli attrezzaggi per la lavorazione meccanica, lasciando solo il pensiero progettuale che si trasforma in pezzo meccanico.

Download

If you would like to republish this article, only text and images used within the article can be published. Any questions can be directed to Renishaw's Additive Manufacturing marketing team, by emailing additive@renishaw.com.