表面実装技術に最適なフローティングスケール
エンコーダとは
リニアエンコーダは、リードヘッドとスケール (精密な目盛りが刻まれた定規) から構成される。等間隔で刻まれたスケール目盛りをリードヘッドが検出することで位置を測定し、この位置情報をアナログ信号やデジタル信号として出力する。その後、信号はデジタル表示器やモーションコントローラによって、位置データに変換される。リニアスケールは長尺な場合があり、温度変化の影響を受けやすい。
エンコーダと熱伸縮
エンコーダシステムの選定時、スケールの熱特性は重要な検討事項である。レニショーのエンコーダスケールには、機材から熱的に独立しているタイプ (フローティングスケール) と、独立していないタイプ (マスタリングスケール) とがある。
フローティングスケールなら、機材とほぼ同等の熱膨張率を有するため、機材と同じように伸縮する。
表面実装技術 (SMT)
SMT 装置は、受動部品、フリップチップ、QFP (クアッドフラットパッケージ) などの電子部品をピックアップし、リフローはんだ付けの前にプリント基板 (PCB) の所定位置に配置する。PCB は多層の積層板であり、その平面内 (x‑y) の熱膨張率は、用途の要求に応じて通常 6~14ppm/K の範囲である。コンポーネントが PCB と良好な電気接触を確保するためには、数十ミクロン以内の高精度な配置が不可欠である。
典型的な SMT 装置は、PCB を搬送するコンベア、2 本のモータ駆動並列レール (Y 軸) に搭載されたガントリ X 軸、ピックアンドプレースヘッドモジュール、および自動部品供給システムで構成される。ヘッドモジュールには多数の個別吸着ノズルがあり、部品を把持する。図 2 に示すように、ヘッドモジュールは、ガントリに沿って水平方向に移動する送りねじ駆動のキャリッジに搭載される。
各ノズルは上下方向 (Z 軸) に移動でき、コンポーネント配置前に適切な向きにするため PCB 面内で回転することができる。また、ビジョンシステムを使用して、各コンポーネントが正しい角度になっているかがチェックされる。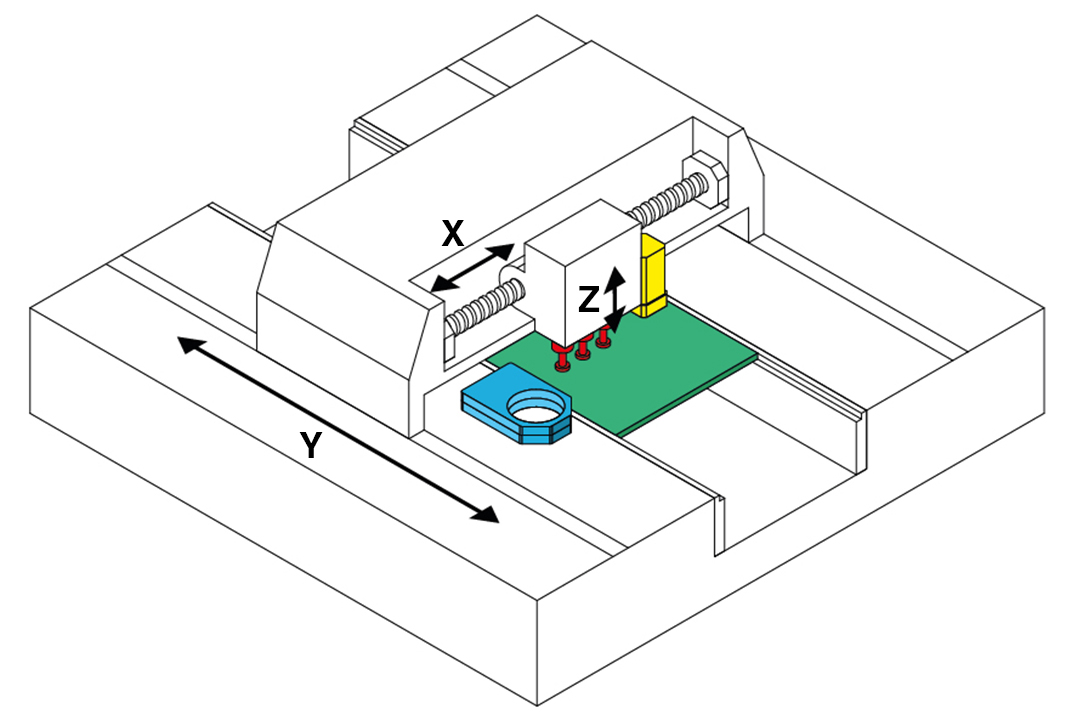 図 2: 送りねじ駆動のヘッドモジュールと、吸着ノズル (赤)、コンポーネント認識カメラ (青)、フィデューシャルカメラ (黄) および PCB パネル (緑) を示す SMT 装置。
図 2: 送りねじ駆動のヘッドモジュールと、吸着ノズル (赤)、コンポーネント認識カメラ (青)、フィデューシャルカメラ (黄) および PCB パネル (緑) を示す SMT 装置。PCB が SMT 装置に入ると、機械のデータムとしても機能するボードストッパに接触し、基板が静止すると、クランプされる。ピックアンドプレース処理を開始する前に、従来は PCB の角にある 2~3 個のフィデューシャルマークから、基板の向き、位置および線形膨張・収縮を特定する。
X 軸および Y 軸にはリニアエンコーダが取り付けられており、機械コントローラへ正確な位置フィードバックが提供される。
実例
工場内に設置された鋼製フレームの SMT 装置の生産ランの間に周囲温度が 5℃上昇した場合を検討してみる。
この装置の X 軸は長さ 2m、Y 軸 (長手方向軸) は 3m である。表面実装デバイス (SMD) が、610mm×457mm の標準 PCB パネルに実装される。パネルの 3 個の角にはグローバルフィデューシャルが設けられており、パネルのオフセット補正と (0、0) のデータムポイントの設定に使用される。
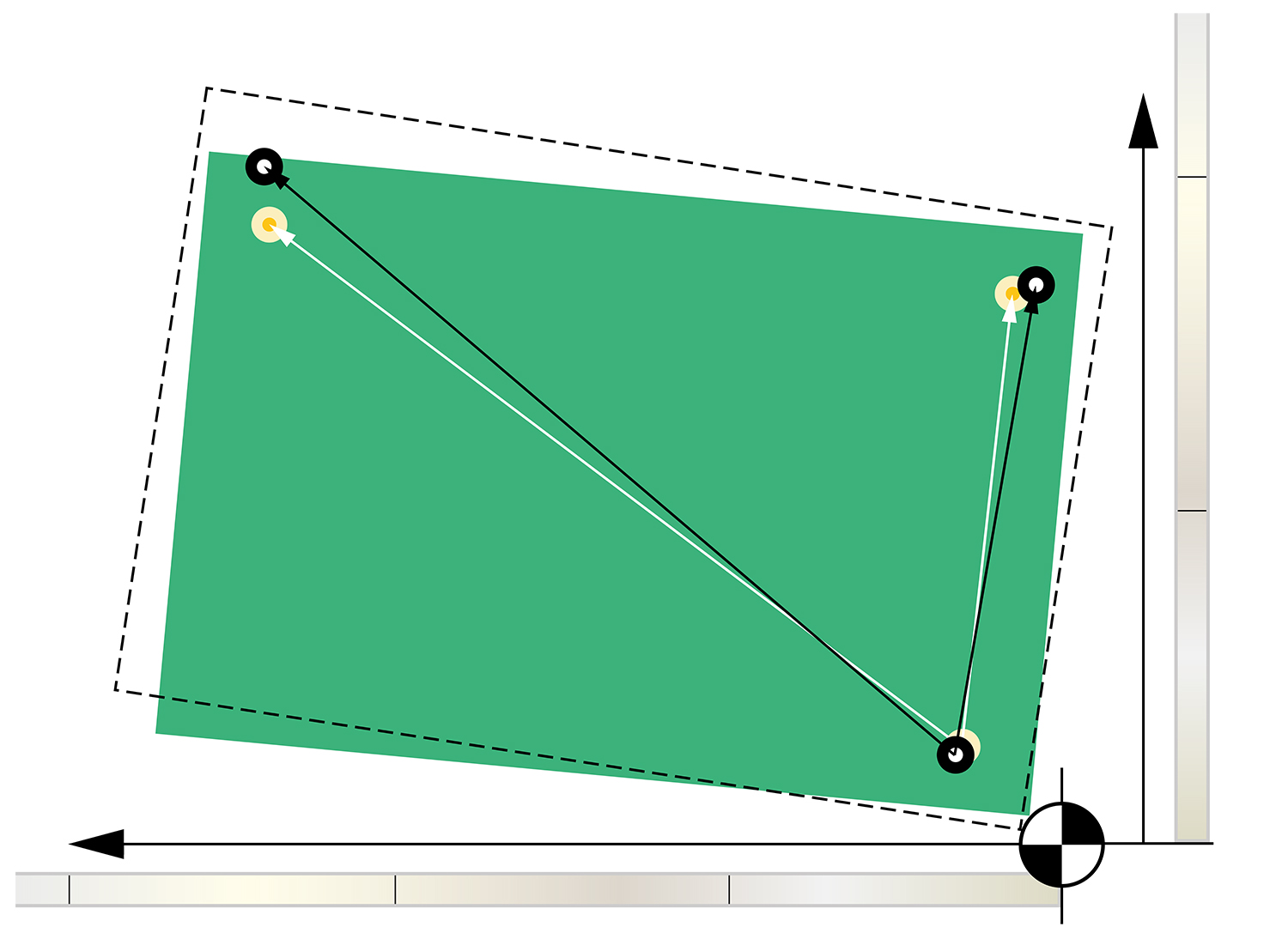
この例では、精密測定のためにフローティングリニアスケールが装置の各軸に取り付けられている。スケールの熱膨張率は明確であり、スケールに取り付けた熱電対などの温度センサーを用いて熱補正が可能である。各エンコーダスケールには、図 1 に示すように、機械のデータムに対応する固定データム位置が設定されている。
PCB の熱的挙動は、空気との熱平衡を仮定すると、PCB の温度がスケールの温度に追従し、ほぼ同じ値になるという特徴がある。スケールと PCB の温度変化 (温度 v.s. 時間) の間に位相遅れがないため、PCB の線形熱膨張に対してスケーリング係数を用いた補正が可能となる。したがって、エンコーダスケールと PCB の熱膨張の差は、スケール材料と PCB ラミネートの熱膨張率の差に比例する。
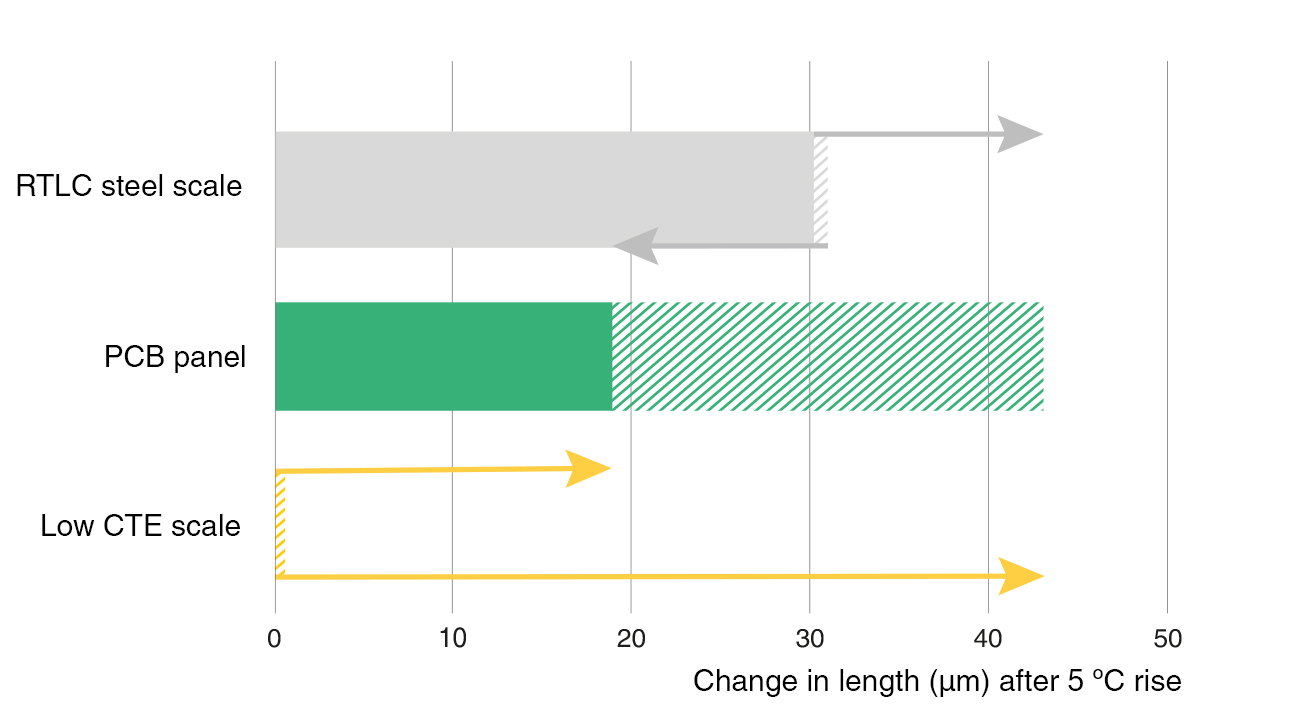
図 3 に示すように、スチールスケールと PCB 材料の熱膨張率の不一致が小さいため、ほとんど、または全く熱補正を行わなくても高い実装精度を達成できる。これにより、測定されたスケール温度に含まれる誤差の影響が最小限に抑えられる。
例えば、レニショーの RTLC スケールは熱膨張率が 10ppm のステンレススチールテープスケールであり、PCB の典型的な熱膨張率範囲の中央に位置する。
X-Y 方向の熱膨張率が 10ppm の PCB であれば、スケールの線形膨張によって熱補正され、基板の回転および並進オフセットだけを考慮すれば高精度なピックアンドプレース動作が可能になる。熱膨張率が 14ppm の別の PCB であっても、スケールの膨張により大部分が補正されます。スケールと PCB の熱膨張率のわずかな不一致は、アクティブな熱補正を適用する際の誤差を最小限に抑える助けになる。
PCB パネルとほぼ同じ割合で膨張するフローティングスチールスケールは、熱膨張率の低い高価なスケールを使用した場合よりも、はるかに優れた実装精度と配置精度を実現することが期待される。
最後に
フローティングスケールエンコーダシステム (QUANTiC™ エンコーダと RTLC スケールなど) は、ピックアンドプレース機の配置精度と歩留まりの最大化に貢献する。さらに、フローティングスチールスケールは、SMT 装置において低膨張スケールの優れた代替となる。これらのエンコーダスケールシステムは、スケールの熱特性に対する能動的な補正も可能であり、補正した場合に良好な測定性能が発揮される。
レニショーの技術サポートチームは、測定要件に応じて、機材に追従するマスタリングスケールが適切か、またはフローティングスケールが適切かを判断するための支援を提供している。
リニアエンコーダの詳細については、www.renishaw.com/opticalencoders を参照のこと。