Untergrundunabhängiger Edelstahlmaßstab für SMT
Was ist ein Messsystem?
Ein Wegmesssystem besteht aus einem Abtastkopf für die Positionsmessung und einer Maßverkörperung (ein Lineal mit präziser Teilungsperiode). Der Abtastkopf misst die Position durch die direkte Erfassung der inkrementellen Teilungsperioden an der Maßverkörperung und gibt diese Information als analoges oder digitales Signal aus. Das Signal wird anschließend durch eine digitale Messwertanzeige oder eine Bewegungssteuerung in einen Positionswert umgewandelt. Aufgrund ihrer Länge können Maßverkörperungen empfindlich auf thermische Einflüsse reagieren.
Messsysteme und thermisches Verhalten
Das thermische Verhalten von Maßverkörperungen ist eine wichtige Überlegung bei der Wahl des richtigen Messsystems. Maßverkörperungen von Renishaw sind überwiegend entweder thermisch unabhängig zum Installationsuntergrund installiert (untergrundunabhängig) oder thermisch mit dem Untergrund verbunden (fixiert).
Untergrundunabhängige Maßverkörperungen ändern ihre Größe um etwa denselben thermischen Ausdehnungskoeffizienten (oder „Wärmeausdehnungskoeffizienten“, CTE) wie das Material, aus dem sie bestehen. Sie haben somit einen bekannten Ausdehnungskoeffizienten, der den effektiven Einsatz einer aktiven Temperaturkompensation ermöglicht.
Surface Mount Technology (SMT)
SMT-Bestückungsautomaten nehmen elektronische Komponenten (wie passive Bauelemente, Flip-Chip- und Quad-Flat-Gehäuse) auf und platzieren sie vor dem Reflow-Löten an einer bestimmten Stelle der Leiterplatte (PCB). Eine Leiterplatte ist ein mehrschichtiges Laminat mit einem in der Ebene (x-y) liegenden Ausdehnungskoeffizienten von typischerweise zwischen 6 und 14 ppm/K, je nach Anwendungsanforderungen. Eine präzise Bestückung im Bereich von wenigen zehn Mikrometern ist unerlässlich, um eine gute elektrische Kontaktierung der Komponenten auf der Leiterplatte zu gewährleisten.
Ein typischer SMT-Bestückungsautomat umfasst: einen Förderer für den Leiterplattentransport, eine auf zwei parallelen, motorisierten Schienen (Y-Achse) montierte X-Achse in Portalbauweise, ein Bestückungskopfmodul und ein automatisches Bauteilzuführsystem. Das Kopfmodul verfügt über zahlreiche einzelne Saugdüsen zur Aufnahme von Bauteilen und ist auf einem Schlitten montiert, der von einer Leitspindel angetrieben wird und sich horizontal entlang des Portals bewegt, wie in Abbildung 2 dargestellt.
Jede Düse ist nach oben oder unten (Z-Achse) verfahrbar und auf Leiterplattenebene drehbar, sodass jedes Bauteil vor der Bestückung korrekt ausgerichtet werden kann. Optische Systeme werden eingesetzt, um den korrekten Drehwinkel jeder Komponente zu überprüfen.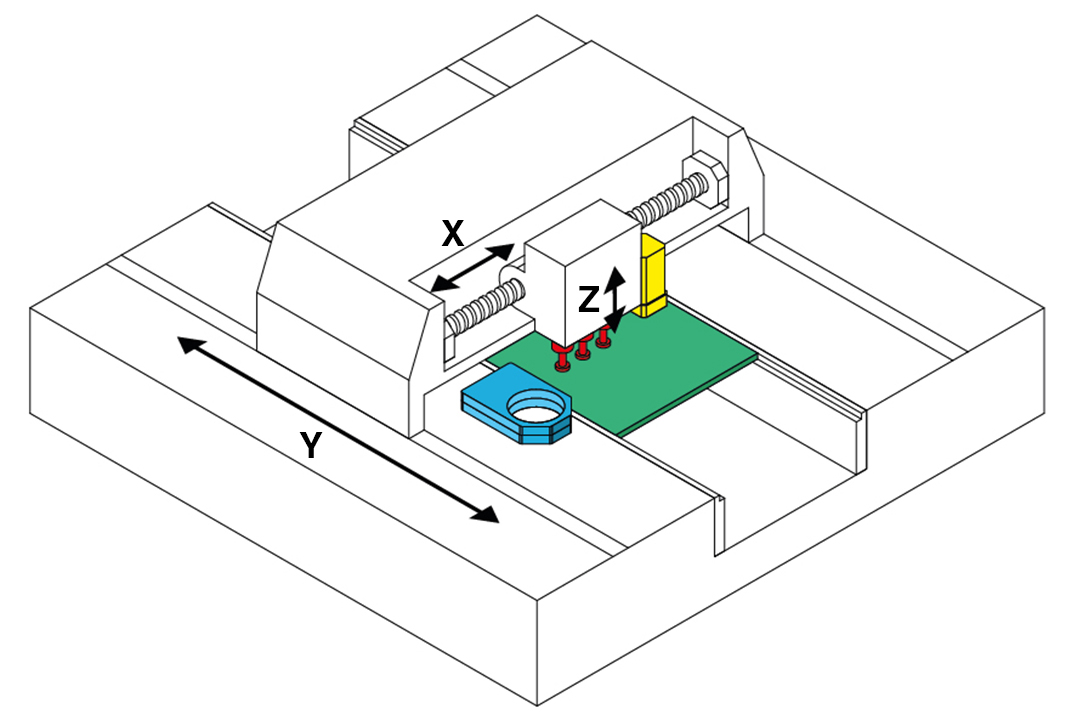 Abbildung 2: SMT-Bestückungsautomat mit Darstellung eines durch eine Leitspindel angetriebenen Kopfmoduls mit Saugdüsen (rot), Bauteilkamera (blau), Referenzkamera (gelb) und Leiterplatte (grün).
Abbildung 2: SMT-Bestückungsautomat mit Darstellung eines durch eine Leitspindel angetriebenen Kopfmoduls mit Saugdüsen (rot), Bauteilkamera (blau), Referenzkamera (gelb) und Leiterplatte (grün).Wenn eine Leiterplatte einem SMT-Bestückungsautomaten zugeführt wird, berührt sie einen Plattenanschlag, der auch als Maschinenbezugspunkt dient. Sobald die Platte in Ruheposition ist, wird sie festgeklemmt. Vor Beginn der Bauteilplatzierung werden üblicherweise zwei oder drei Passermarken an den Ecken jeder Leiterplatte verwendet, um die Ausrichtung, Position und lineare Ausdehnung oder Kontraktion der Leiterplatte zu bestimmen.
An den X- und Y-Achsen werden Wegmesssysteme montiert, um der Maschinensteuerung genaue Posititionsrückmeldungen zu liefern.
Anwendungsbeispiel
Stellen Sie sich einen SMT-Bestückungsautomaten mit Stahlrahmen in einer Fabrik vor, in der die Umgebungstemperatur während eines Produktionslaufs um 5 °C ansteigt.
Die Maschine besitzt eine 2 m lange X-Achse und eine 3 m lange Y-Achse (Längsachse). Die oberflächenmontierten Bauelemente (SMD) werden auf einer Standard-Leiterplatte mit den Abmessungen 610 mm x 457 mm platziert. Drei Ecken sind mit allgemeinen Passermarken zur Korrektur von Plattenverschiebungen und Bereitstellung eines (0,0)-Bezugspunkts markiert.
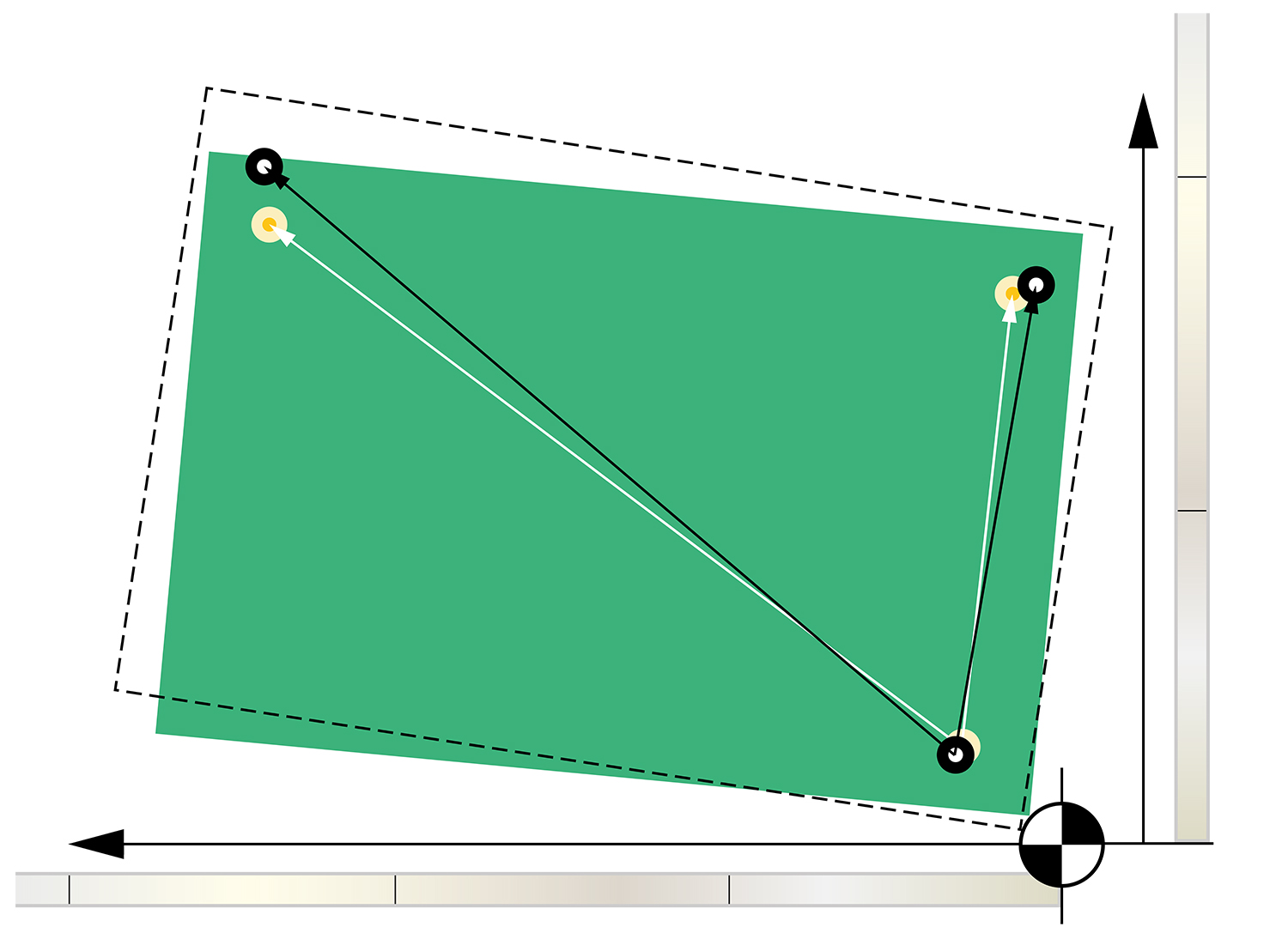
Im vorliegenden Fall wird eine untergrundunabhängige Maßverkörperung für die Präzisionsmessung gewählt und auf den Maschinenachsen montiert. Maßverkörperungen dieser Art haben einen bekannten Ausdehnungskoeffizienten und können thermisch geregelt werden. Dazu wird ein Temperatursensor, beispielsweise ein Thermoelement, an der Maßverkörperung befestigt. Jede Maßverkörperung verfügt über eine feste Bezugsposition, die dem Maschinenbezugspunkt entspricht (siehe Abbildung 1).
Das thermische Verhalten des Leiterplattenmaterials ist derart, dass die Leiterplattentemperatur vollständig oder annähernd der Temperatur der Maßverkörperung entspricht, vorausgesetzt, es besteht ein thermisches Gleichgewicht mit der Luft. Durch die fehlende Phasenverzögerung zwischen den Temperatur-Zeit-Darstellungen der Maßverkörperung und Leiterplatte kann der Skalierungsfaktor der linearen Wärmeausdehnung der Leiterplatte kompensiert werden. Folglich verhält sich der Unterschied in der Wärmeausdehnung zwischen der Maßverkörperung und Leiterplatte proportional zum Unterschied im Wärmeausdehnungskoeffizienten zwischen dem Material der Maßverkörperung und dem Leiterplattenlaminat.
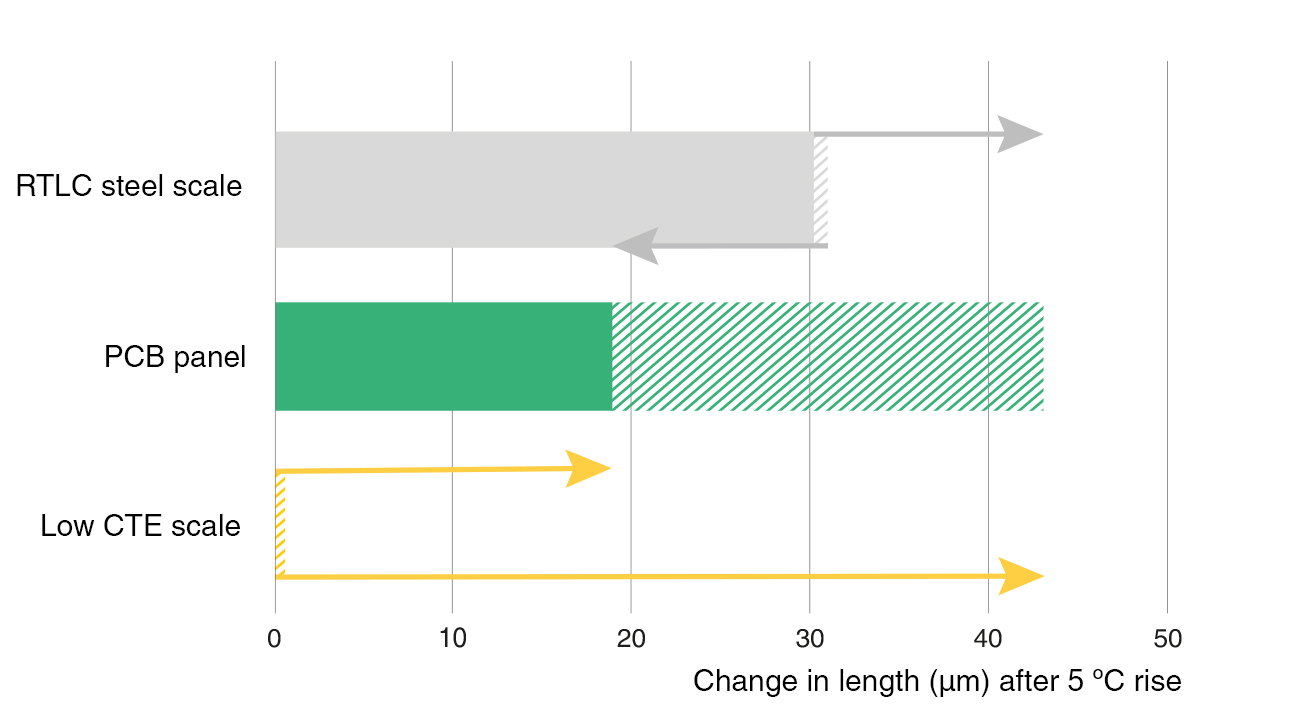
Wie Abbildung 3 zeigt, lässt sich eine hohe Bestückungsgenauigkeit mit geringer oder gar keiner thermischen Kompensation erreichen, da die Abweichung des Ausdehnungskoeffizienten zwischen dem Stahlmaßband und dem Material der Leiterplatte gering ist. Dadurch werden die Fehlereinflüsse bei der gemessenen Temperatur der Maßverkörperung minimiert.
Das RTLC von Renishaw ist beispielsweise ein Edelstahlmaßband mit einem Ausdehnungskoeffizienten von 10 ppm, ein Wert, der sich in der Mitte der typischen Ausdehnungskoeffizienten von Leiterplatten bewegt.
Eine Leiterplatte mit einem Ausdehnungskoeffizienten von 10 ppm in X-Y würde durch die lineare Ausdehnung der Maßverkörperung thermisch ausgeglichen. Dies ermöglicht hochpräzise Bestückungsvorgänge, bei der nur Korrekturwerte in Bezug auf die Leiterplattendrehung und -verschiebung berücksichtigt werden müssen. Eine andere Leiterplatte mit einem höheren Ausdehnungskoeffizienten von 14 ppm würde durch die Ausdehnung der Maßverkörperung immer noch weitgehend ausgeglichen werden. Eine kleine Abweichung zwischen dem Ausdehnungskoeffizienten der Maßverkörperung und dem der Leiterplatte ist hilfreich, um Fehler bei Anwendung einer aktiven thermischen Kompensation zu minimieren.
Untergrundunabhängige Stahlmaßbänder, die sich ungefähr mit derselben Geschwindigkeit wie das Leiterplattenmaterial ausdehnen, dürften eine deutlich bessere Bestückungsgenauigkeit und -präzision ermöglichen als jene, die mit teuren Maßverkörperungen mit niedrigem Ausdehnungskoeffizienten erzielt wird.
Zusammenfassung
Mit untergrundunabhängigen Wegmesssystemen wie dem QUANTiC™ Messsystem mit RTLC Maßband von Renishaw können Konstrukteure maximale Bestückungsgenauigkeit erzielen und das volle Potenzial ihrer Bestückungsautomaten ausschöpfen. Bei SMT-Anwendungen sind untergrundunabhängige Stahlmaßbänder zudem eine gute Alternative zu Maßverkörperungen mit geringer Ausdehnung. Darüber hinaus ermöglichen diese Wegmesssysteme eine aktive Kompensation des thermischen Verhaltens einer Maßverkörperung, was in diesem Fall gute Messergebnisse gewährleistet.
Renishaws technischer Support steht Kunden bei der Entscheidung, welches Wegmesssystem – das thermisch am Untergrund fixierte oder das untergrundunabhängige – sich am besten für ihre messtechnischen Anforderungen eignet, gerne zur Verfügung.
Nähere Informationen zu Wegmesssystem finden Sie unter www.renishaw.com/opticalencoders