표면 마운트 기술(SMT)을 위한 플로팅 스틸 엔코더 스케일
엔코더란 무엇입니까?
리니어 엔코더는 스케일(정확히 표시된 눈금자)과 쌍을 이루는 위치 측정 판독 헤드로 구성됩니다. 판독 헤드는 규칙적인 간격의 스케일 마크를 직접 감지하여 위치를 측정하고 이 정보를 아날로그 또는 디지털 신호로 출력합니다. 이어서 신호는 디지털 판독(DRO) 또는 모션 컨트롤러에 의해 위치 판독값으로 변환됩니다. 리니어 엔코더 스케일은 길이가 길 수 있으며, 열 변화에 민감합니다.
엔코더 및 열 변형
엔코더 스케일의 열 변형은 엔코더 시스템 선택 시 중요한 고려 사항입니다. Renishaw의 엔코더 스케일은 모재와 열적으로 독립적인 방식(플로팅)이거나 모재에 열적으로 종속적인 방식(마스터링)입니다.
플로팅 스케일 유형은 스케일 소재와 동일한 열 팽창 계수(CTE)로 팽창하고 수축하며 CTE가 알려져 있기 때문에 적극적인 스케일 온도 보정의 효과적인 사용이 가능합니다.
표면 마운트 기술(SMT)
SMT 기계는 전자 구성품(예: 패시브, 플립 칩, 쿼드 플랫 패키지)을 픽업해서 리플로우 솔더링 전에 인쇄 회로 기판(PCB)의 지정된 위치에 놓습니다. PCB 보드는 평면내(x-y) CTE가 보통 6 ppm/K와 14 ppm/K 사이(실제 상황에 따라 값 변화)인 다중 레이어 라미네이트입니다. 구성품과 PCB의 전기 접촉을 양호하게 유지하기 위해서는 수십 미크론 이내의 정밀한 배치가 필수적입니다.
일반적인 SMT 기계는 PCB 이송을 위한 컨베이어, 두 개의 병렬 모터 구동식 레일(Y축)에 장착된 갠트리 X축, 픽 앤 플레이스 헤드 모듈, 그리고 자동 구성품 피더 시스템으로 구성됩니다. 헤드 모듈은 구성품을 잡기 위한 다수의 개별 석션 노즐을 가지고 있으며 갠트리를 따라 수평으로 이동하는 리드스크류 구동식 캐리지에 장착됩니다(그림 2 참조).
배치 전 각 구성품을 올바르게 배치하기 위해 각 노즐은 위, 아래(Z축)로 이동하고 PCB 평면에서 회전할 수 있습니다. 그리고 각 구성품의 회전 각도가 올바른지 확인하기 위해 비전 시스템이 사용됩니다.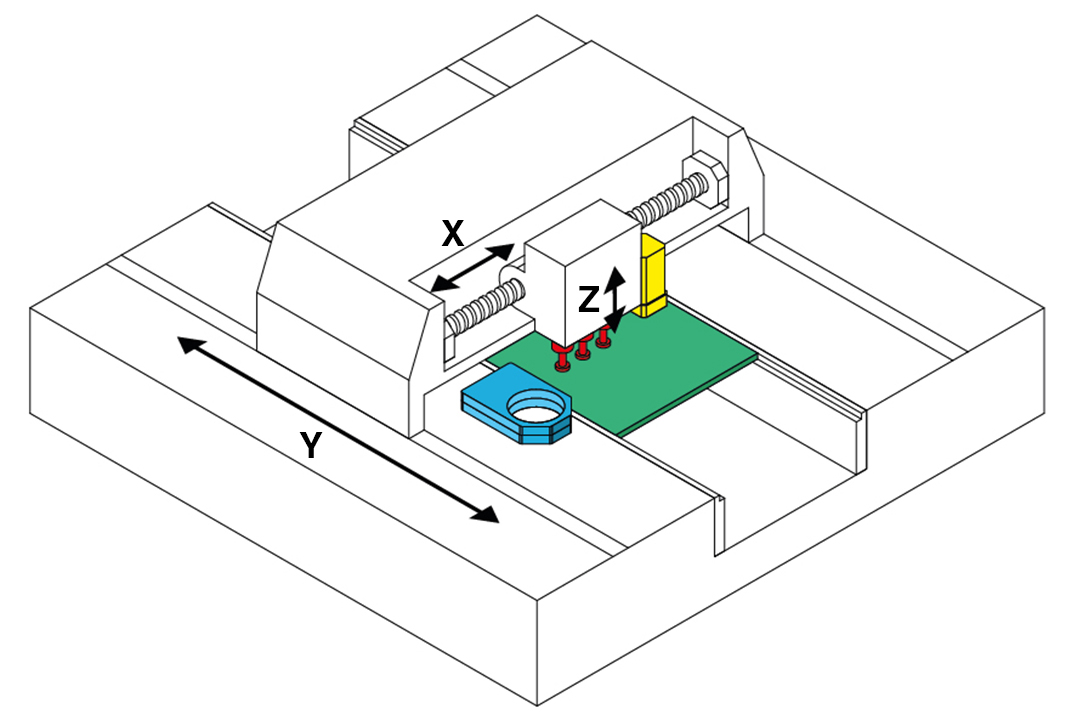 그림 2: 석션 노즐(빨간색), 구성품 카메라(파란색), 피듀셜 카메라(노란색), PCB 패널(녹색)이 있는 리드스크류 구동 헤드 모듈을 보여주고 있는 SMT 기계.
그림 2: 석션 노즐(빨간색), 구성품 카메라(파란색), 피듀셜 카메라(노란색), PCB 패널(녹색)이 있는 리드스크류 구동 헤드 모듈을 보여주고 있는 SMT 기계.PCB는 SMT 기계로 들어갈 때, 기계 데이텀으로도 동작하는 보드 스톱과 접촉합니다. 보드는 정지 상태에 놓인 후 제자리에 고정됩니다. 기존에는 픽 앤 플레이스 절차를 시작하기 전, 보드의 방향과 위치 및 리니어 팽창 또는 수축을 판별하기 위해 각 PCB의 코너에 있는 2-3개의 피듀셜이 사용되었습니다.
리니어 엔코더는 기계 컨트롤러에 정확한 위치 피드백을 제공하기 위해 X축과 Y축에 장착됩니다.
응용 예
생산 중 주변 온도가 5 ºC 가량 상승하는 공장 내부에 있는 스틸 프레임 SMT 기계를 예로 들어 보겠습니다.
기계에는 2 m 길이의 X축과 3 m 길이의 Y축(세로 축)이 있습니다. 표면 마운트 장치(SMD) 부품은 크기가 610 mm x 457 mm(24” x 18”)인 표준 PCB 패널에 장착됩니다. 패널 오프셋을 보정하고 (0,0) 데이텀 지점을 제공하기 위해 세 모서리에 글로벌 피듀셜이 표시됩니다.
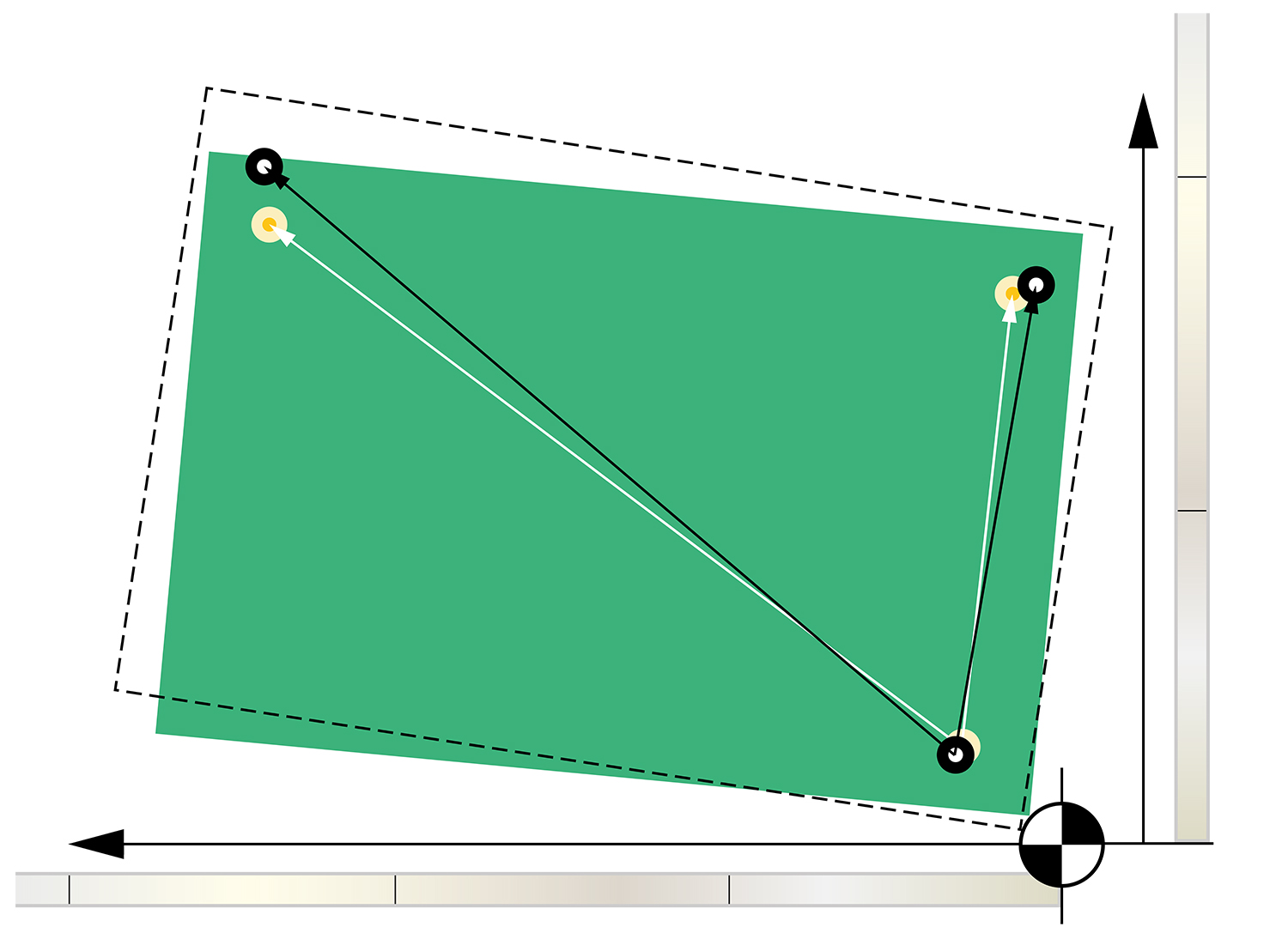
이 경우, 플로팅 리니어 스케일이 정밀 측정을 위해 선택되고 기계 축에 장착됩니다. 이러한 스케일은 CTE가 알려져 있으며 스케일에 고정되는 써모커플과 같은 온도 센서를 사용해서 열적 보정이 가능합니다. 각 엔코더 스케일에는 기계 데이텀에 대응하는 고정 데이텀 위치가 있습니다(그림 1 참조).
PCB 소재의 열 변형은 공기와의 열 평형이 유지된다고 가정할 때 PCB 온도가 스케일 온도를 따르며 대략적으로 스케일 온도와 동일합니다. 스케일과 PCB의 온도 대 시간 플롯 간 위상 지연이 없어 PCB 리니어 열 팽창에 대한 스케일 팩터 보정이 가능합니다. 결과적으로, 엔코더 스케일과 PCB 간 열 팽창 차이는 스케일 소재와 PCB 라미네이트 간 CTE 차이에 비례합니다.
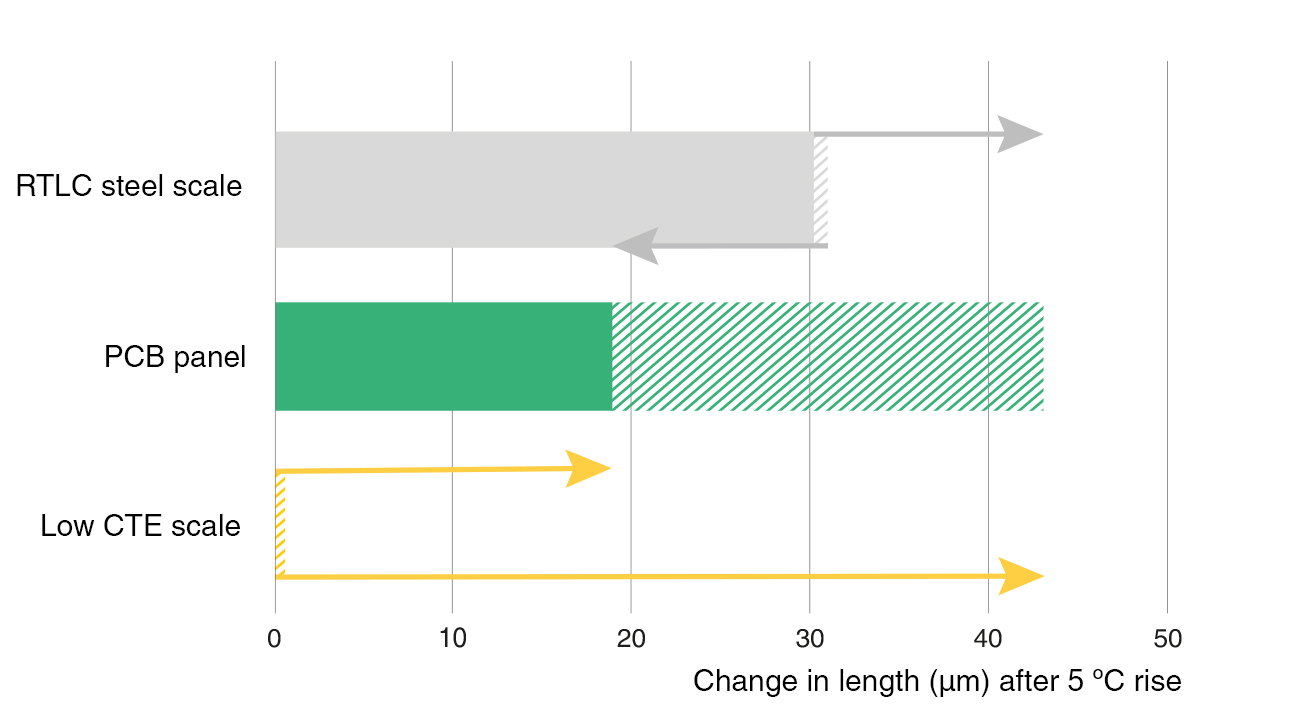
그림 3에서 볼 수 있듯이, 스틸 스케일과 PCB 소재 간 CTE 불일치가 감소하기 때문에 열 보정 없이 또는 아주 적은 열 보정만으로 배치 정밀도를 높일 수 있습니다. 따라서 측정된 스케일 온도의 오차로 인한 영향이 최소화됩니다.
예를 들어, Renishaw의 RTLC 스케일은 CTE가 10 ppm인 스테인리스 스틸 테이프 스케일로, 이 수치는 PCB의 일반적인 CTE 범위의 중간 정도입니다.
X-Y CTE가 10 ppm인 PCB는 스케일의 리니어 팽창에 의해 열적으로 보정되므로, 보드 회전 및 수평이동 오프셋만 고려하면 되는 고정밀 픽 앤 플레이스 작업이 가능합니다. 14 ppm 정도로 CTE가 더 큰 PCB도 대부분 스케일 팽창으로 보정됩니다. 스케일과 PCB 간 작은 CTE 불일치는 적극적인 열 보정 시 오차를 최소화하는 데 도움이 됩니다.
대략적으로 PCB 패널과 동일한 속도로 팽창하는 플로팅 스틸 스케일은 배치 정확도와 정밀도 측면에서, CTE가 낮으면서도 고가인 스케일에 비해 훨씬 더 큰 이점이 있습니다.
요약
설계자들은 Renishaw의 QUANTiC™ 엔코더(RTLC 스케일 포함)와 같은 플로팅 스케일 엔코더 시스템을 사용하여 픽 앤 플레이스 기계의 배치 정확도와 수율을 극대화할 수 있습니다. 또한 플로팅 스틸 스케일은 SMT 분야 저팽창 스케일의 좋은 대안이기도 합니다. 이러한 엔코더 스케일 시스템을 사용하면 스케일 열 변형을 적극적으로 보정할 수 있어, 보다 효과적인 계측이 가능해집니다.
고객들이 필요로 하는 계측에 따라 모재 마스터링 엔코더 스케일이 적합한지, 플로팅 엔코더 스케일이 적합한지 판단할 수 있도록 Renishaw의 기술 지원팀이 도와 드립니다.
리니어 엔코더 시스템 관련 추가 정보는 www.renishaw.com/opticalencoders를 참조하십시오