O fabricante de componentes de motores aeronáuticos Meyer Tool reduz os custos de calibradores com o sistema Equator™ comandado por software
Com mais do que 100 calibradores custando entre $ 10.000 e $ 20.000 cada um em suas instalações, a Meyer Tool tem grandes expectativas quanto à significativa redução dos custos devido ao Equator.
Um sistema comparativo comandado por software, o novo sistema Equator da Renishaw já está reduzindo os custos de muitos calibradores no fabricante de componentes de motores aeronáuticos Meyer Tool, Cincinnati, OH. A Meyer Tool projeta, constrói e mantém dúzias destas dispendiosas ferramentas a cada ano para medição em processo. Na sua aplicação de pré-lançamento, um sistema Equator da Renishaw eliminou no mínimo quatro calibradores em uma nova célula de trabalho.
"E isto é apenas o começo do impacto que a empresa prevê no seu estoque de calibradores sob medida, que podem custar até $ 20.000 cada para serem projetados, construídos e mantidos", de acordo com Beau Easton, gerente de qualidade da empresa. "Podem ser acrescidos outros $ 3.000 a $ 10.000 para reconfigurar e qualificar um calibrador existente".
Reduzindo os custos de calibradores
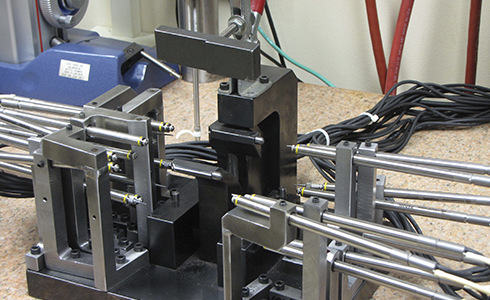
Para medição dimensional em processo, a empresa se apóia principalmente em calibradores de contato ponto a ponto baseados em células de produção, utilizando apalpadores digitais pneumáticos. Os calibradores na célula de usinagem fornecem feedback muito rápido, mas são caros. O projeto/construção da peça pode custar $ 6.000, mais os apalpadores a $ 500 cada, estudos de verificação e manutenção, Easton explica. "Se estivermos produzindo um bico completo, poderão ser necessárias de seis a dez fixações, cada uma com seis até vinte apalpadores, e se uma característica ou tolerância da peça mudar, será necessário mais tempo para que o calibrador seja alterado e verificado."
Quando o medidor comparativo Equator da Renishaw foi mostrado e oferecido em um teste de pré-lançamento, a Easton e o gerente de SPC Bridget Nolan imediatamente reconheceram seu potencial. "Nos envolvemos com a introdução do sistema pela Renishaw e fornecemos as peças. A Renishaw as programou, e os resultados coincidiram com os resultados da nossa Máquina de Medição por Coordenadas (CMM), diz Nolan, cujo grupo prepara, mantém e programa os calibradores, fixações e instrumentos da empresa.
Medição comparativa repetível
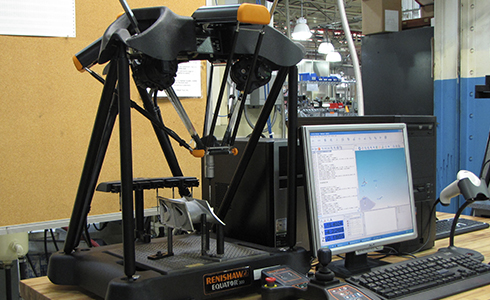
Apesar da sua aparência incomum, o sistema Equator utiliza o método comparativo de calibração e medição, familiar para todos os que utilizam sistemas dedicados de medição. Uma peça padrão, com dimensões conhecidas, é utilizada para "zerar" o sistema, sendo todas as medições subsequentes comparadas com esta peça. A chave para o sistema Equator é um mecanismo de metrologia radicalmente diferente, de alta repetitividade, baseado em uma estrutura cinemática paralela.
Este mecanismo tem peso reduzido, permitindo movimentos rápidos, ainda que apresente alta rigidez e repetitividade. O sistema utiliza apalpadores por contato e de digitalização, pontas, magazines de troca de pontas e o software de programação MODUS™ do Equator da Renishaw. Em termos de custos, de três a cinco calibradores em uma célula de produção da Meyer Tool podem ser substituídos por um Equator - que pode ser utilizado para peças múltiplas, permutando entre elas em segundos, bem como reprogramado para muitas outras peças ao longo da sua vida útil.


Designado para uma célula enxuta
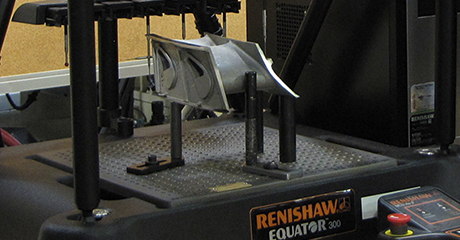
O sistema Equator atualmente está alocado em uma célula de usinagem enxuta na fábrica da Meyer Tool. Demonstrando sua adaptabilidade, ele está integrado ao sistema Orion SPC da Meyer, mantendo um aspecto familiar para os operadores e abreviando a curva de aprendizagem. O Orion se comunica com o software MODUS do Equator, fornecendo dados ao operador em forma de dados dimensionais, fichas SPC, etc. que permite que o mesmo determine o CNC. "Tenha em mente que o operador vê dados variáveis e pode comparar a peça atual com medições recentes, assim não é apenas uma determinação passa/não passa", explica Nolan. As tolerâncias das peças devem se situar entre ±0,001 e ±0,003 polegadas. O tempo de inspeção varia de acordo com a peça, mas normalmente leva de dois e seis minutos, bem dentro do tempo de ciclo da célula, assim o sistema pode facilmente acompanhar as operações de usinagem.
"Nós já medimos cinco números de peças para dois programas de motores diferentes, assim temos múltiplas bases de fixação para a preparação e qualificação do Equator", diz Nolan. "Tentamos combinar o maior número possível de operações diferentes em uma base, para limitar nossas qualificações, e atualmente trabalhamos em uma base que combinará três. Estamos determinando posições verdadeiras através do dimensionamento e tolerâncias geométrico (GD&T) em entalhes, diâmetros de furos, perfis e batimentos, assim como medições com apalpador por contato. De qualquer forma, estamos implementando a digitalização por contato com o apalpador SP25M. Possuímos o magazine de troca de pontas e utilizamos no mínimo quatro pontas diferentes - com frequência pontas em estrela - assim é muito conveniente não ter que recalibrar a cada troca", diz Nolan.
Medição rastreável
As medições do Equator na Meyer Tool estão correlacionadas com as de uma CMM, utilizando um peça padrão calibrada na CMM. "A peça padrão define os valores que o Equator espera encontrar dentro do espaço de medição, enquanto o software automaticamente aplica os valores de compensação com base nos valores nominais definidos pela MMC. Ele deve verificar dentro de 10 por cento da tolerância admissível em relação ao nominal", explica Nolan. Não é necessário recalibrar em cada troca de peça. A Meyer decidiu efetuar uma recalibração a cada 3 horas, para compensar variações na temperatura da planta.
O sistema Equator memoriza as peças padrão e os valores de validação, assim podemos trocar as peças tantas vezes quanto necessário durante a janela de 3 horas, e não precisamos recalibrar.
Meyer Tool (EUA)
A Meyer Tool é comandada pela qualidade
A Meyer Tool, com base nos EUA, é um produtor líder de componentes da seção quente de motores a jato para OEMs aeroespaciais, e emprega mais de 1000 colaboradores em 10 locais. A sede em Cincinnati (um dos 10 maiores empregadores privados da cidade) é especializada em peças novas, enquanto outras plantas realizam reparos e reformas para os OEMs. Os principais materiais utilizados são superligas, com base em níquel e cobalto-cromo.
Com aproximadamente 500 máquinas de eletroerosão para furação rápida, a Meyer Tool é o maior fabricante norte-americano por eletroerosão. Estas máquinas são suplementadas por 45 estações de retífica, mais de 300 máquinas de eletroerosão convencionais e usinagem CNC em 3 e 5 eixos. A empresa fura por eletroerosão mais de 1,75 milhões de furos por dia, e com um furo bloqueado entre centenas capaz de causar uma falha em lâminas militares de alta pressão, a Meyer Tool é fanática por qualidade.
A empresa emprega 10 a 15 engenheiros da qualidade, oito líderes de equipe de Seis Sigma, e uma equipe SPC de cinco pessoas. "Começamos a implementar os princípios Lean há mais de 10 anos, seguidos pela certificação AS9100", diz Easton. "O investimento se pagou integralmente. Pela primeira vez, nossa taxa de rendimento para janeiro de 2011 é 98,9 % - isto é, pela primeira vez sem não conformidade ou refugo da máquina."
Isto foi acompanhado por um feedback em tempo real aumentado para um nível muito mais alto, ele acrescenta. A infraestrutura de informação das medições, SPC e sistema de qualidade da empresa é o seu próprio software e estações de trabalho Orion, vendidos comercialmente através da sua subsidiária, a Sigma Technology Services. Todas as peças são inspecionadas 100 % por vários meios, incluindo digitalização laser, com apalpadores por contato em CMMs, visão em 5 eixos, medição radiométrica e digitalização do percurso de escoamento, entre outros, sendo que todos estão ligados em rede ao sistema Orion, que serve como interface comum do operador nos sistemas de medição.
Os programas de medição, resultados e dados SPC são gerenciados pelo sistema Orion. Quando o operador completa uma operação em um peça, seu número de série é digitalizado no sistema, a peça é medida e o operador pode imediatamente ver os resultados e compará-los com as últimas 35 peças similares que foram medidas. "Você pode digitalizar um número de série de peça em qualquer terminal da nossa planta e ver os dados de medição", diz Easton. "Esta informação permanece com a peça. Antes de enviar, todos os dados de inspeção são verificados e qualquer ponto defeituoso segrega a peça até que passe todos os controles. Nossa "taxa ppm de escape" é praticamente inexistente; os clientes sabem disso."
A solução para os custos de calibradores
Com mais do que 100 calibradores custando entre $ 10.000 e $ 20.000 cada um em suas instalações, a Meyer Tool reconhece as potenciais vantagens de custo de um sistema de medição comandado por software. "Ainda estamos expandindo nosso conhecimento sobre as capabilidades do sistema Equator, mas temos grandes expectativas de no final reduzir significativamente nossos custos com calibradores", diz Easton.