Industrijske merilne glave pomagajo pri raziskavah vesolja
Nekateri fiziki so na podlagi novih teoretičnih spoznanj o najmanjših delcih snovi začeli dvomiti v načelo enakosti vztrajnostne in težnostne mase.
Da bi preskusili nove zamisli, so strokovnjaki za proizvodnjo v Nemškem nacionalnem inštitutu za meroslovje (PTB) iz Braunschweiga razvili cilindrična testna telesa s točnostjo vseh geometrijskih izmer v razponu od 2 do 3 µm.
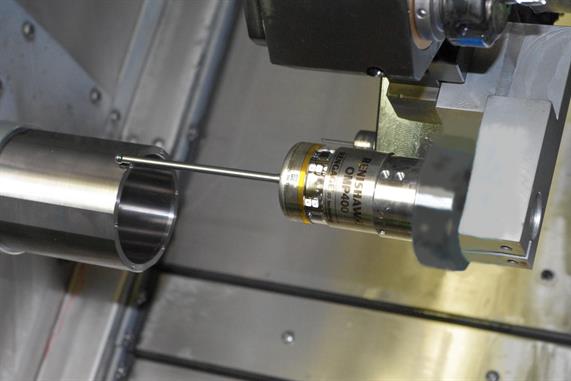
Ta tehnični dosežek ne bi bil mogoč brez merilne rešitve, ki je vključevala visokonatančno stružnico Benzinger in merilno glavo OMP400 iz Renishawa.
Ozadje
Inženirji lahko zdaj realno računajo z izdelavo komponent s točnostjo 2–3 µm. Dr. Daniel Hagedorn, vodja projekta in delovne skupine za merjenje površin pri PTB, pozna tehnološke omejitve: »Naši stroji lahko danes brez težav dosežejo točnost pozicioniranja od 2 do 3 µm v eni ali dveh smereh. Pri naših testnih telesih pa smo morali to visoko raven natančnosti zagotoviti v vseh treh dimenzijah, torej ne le na posameznih mestih, temveč tudi na ravninah, na plašču valja in v kotih.«
Inštitut PTB je dobil naročilo za izdelavo desetih valjastih testnih teles za 300-kilogramski minisatelit MICROSCOPE (Micro-Satellite à traînée Compensée pour l’Observation du Principe d’Equivalence), ki ga upravlja francoska vladna vesoljska agencija CNES. MICROSCOPE bo v sodelovanju z drugimi partnerji, med katerimi je tudi Evropska vesoljska agencija, preizkusil univerzalnost načela enakosti.
Vsa telesa so dolga približno 80 mm, zunanji premer večjih valjev je 70 mm, manjših pa 35 mm.
Valji, ki so izdelani iz zlitine platine in rodija (PtRh10) oz. iz zlitine titana, aluminija in vanadija (TiAl4V6), so za preskuse koncentrično postavljeni v diferencialni pospeškomer.
S takšno konfiguracijo je zagotovljeno, da je vztrajnostni moment obeh valjev na isti osi. Valji iz PtRh10 so referenčni valji, ostali valji iz drugega materiala pa se v meritvah pospeška uporabljajo za preverjanje veljavnosti načela enakosti težnostne in vztrajnostne mase z merilno točnostjo 10–15 µm.
Kot smo načrtovali, nam je uspelo doseči točnost ±1 µm pri vseh značilnostih. Prav od te visokonatančne obdelave bo v veliki meri odvisno, ali bodo morali znanstveniki na novo opredeliti fizikalne zakone. Ključno vlogo pri tem uspehu je odigrala merilna glava Renishaw OMP400.
Nemški nacionalni inštitut za meroslovje (Nemčija)
Izdelano od začetka do konca v enem samem neprekinjenem procesu
Izdelava testnih teles z zahtevano ravnjo točnosti je bil velikanski izziv. Preden se je izdelava sploh lahko začela, so morali inženirji optimizirati delovna orodja. Še posebej pri valjih iz zlitine platine in rodija je pri obdelavi s konvencionalnimi orodji prihajalo do lomljenja posameznih zrn, zaradi česar površina ni bila primerna za dani namen. Kot zanesljiva rešitev za obdelavo površin z veliko hrapavostjo so se izkazala posebna diamantna orodja, narejena po postopku elektroerozije, s katerimi je bila dosežena točnost pod 0,2 µm.
Heinz-Peter Heyne in Stephen Metschke, iz oddelka za načrtovanje znanstvenih instrumentov, sta kmalu spoznala, da bo zahtevana raven natančnosti dosegljiva le pod pogojem, da bo celoten proizvodni proces opravljen v enem koraku, torej brez odstranjevanja in ponovnega vpenjanja obdelovancev. Votle valje so zato obdelali na visokonatančni stružnici Benzinger TNI Preciline. Posamezne dimenzije obdelovancev so merili kar na stroju med proizvodnimi koraki, ne da bi jih pred meritvijo odstranili in nato vnovič vpeli. Kljub visokonatančnim vpenjalnim napravam in skrbnemu delu je v večkratnih ponovitvah prihajalo do odstopanj velikostnega reda 0,01 mm.
Da bi dokončali celoten proces z zahtevano ravnjo točnosti, so morali strokovnjaki pri PTB integrirati visokonatančne meritve neposredno v obdelovalni proces. Glavni cilj je bil odpraviti negotovost in netočnost zaradi skupne rabe izhodiščne točke med obdelavo in meritvami.
Dr. Hagedorn je v ta namen preskusil več industrijskih merilnih rešitev različnih ponudnikov.
Osredotočil se je na primerjavo in vrednotenje točnosti in ponovljivosti rezultatov meritev v delovnem območju stružnic. »Ugotovili smo, da bo edina rešitev za izpolnitev visokih standardov visokonatančna merilna glava, kot je Renishaw OMP400,« povzame Hagedorn.
Merilna glava OMP400 po verifikaciji dosega točnost 1 µm
Merilni sistem v glavi OMP400 uporablja tehnologijo merilnih lističev. Merilna glava se odziva tudi na najmanjše kontaktne sile, ni podvržena vplivu sil pri vračanju v izhodiščni položaj po proženju in zmanjšuje histerezo, ki je običajna pri merilnih aplikacijah. Tako zlahka dosega točnost, ki je manjša od 5 µm. Posebna merilna rutina preprečuje netočnosti, do katerih bi prišlo zaradi prehitrega stika merilne glave s površino. Če merilna glava zazna interference zaradi tresljajev merilne glave, prekine stik ali prepreči shranjevanje izmerjene vrednosti. Heinz-Peter Heyne se zaveda, da so rezultati meritev zanesljivi le pod pogojem, da se glava približa točki meritve z ustrezno hitrostjo. Ko je združil to tehnologijo z nekaj drugimi ukrepi, je uspel zanesljivo ohraniti zanesljivost merilne glave znotraj 1 µm.
Merilna glava uporablja optični (brezžični) prenos izmerjenih podatkov v sprejemnik, ki je v delovnem območju stružnice. CNC-krmilnik prejema te podatke prek vmesnika ter jih uporablja za nadzor in prilagajanje merilnega procesa. PTB oddelek je razvil tudi posebno programsko rešitev za prenašanje izmerjenih vrednosti v strežnik, kjer se ovrednotijo in dokumentirajo.
Specialisti na inštitutu PTB so uporabili kompleksen verifikacijski proces za preverjanje rezultatov rešitve z merilno glavo OMP400 in visokonatančno stružnico. Ko je bilo obdelanih več kontur, so izmerili rezultate najprej na obdelovalnem stroju in nato še na koordinatnem merilnem stroju.
Izmerjeni so bili tudi umerjeni referenčni obdelovanci, in sicer z merilno glavo na obdelovalnem stroju in na zunanjem koordinatnem merilnem stroju.
S primerjavo vseh rezultatov meritev so bili nato pridobljeni podatki za kompenzacijo. Ti podatki so bili uporabljeni za posodabljanje CNC-krmilnega sistema visokonatančne stružnice med meritvami z glavo OMP400 v delovnem območju in med obdelavo kontur.
Primerjava meritev na stružnici z meritvami na koordinatnem merilnem stroju je dokazala, da je dosegljiva točnost meritev znotraj 1 µm, če je merilna glava umerjena na tak način in so uporabljeni podatki za kompenzacijo v merilnih procesih med obdelavo na stružnici (medprocesne meritve).
Merilna glava je za določitev okroglosti in premera merila več kot 30 točk na krožnici.
Cilindričnost je bila podobno določena s petimi meritvami na krožnici po celotni dolžini cilindra. Poseben izziv so predstavljale meritve šestih vdolbin za kroglice na čelni ploskvi cilindra. Te vdolbine imajo vlogo ležišč, ko je valj vložen v diferencialni pospeškomer. Največji premer kroglastih vdolbin je bil samo 1,2 mm. Heinz-Peter Heyne je za meritve vdolbin razvil posebno tipalo za merilno glavo iz silicijeve keramike, ki je merilo samo 0,3 mm.
Iterativni pristop z več koraki obdelave za točnost ±1 µm

Po izdelavi več prototipov za preskušanje in primerjavo je Heinz-Peter Heyne izdelal končna testna telesa iz zlitin Pt-Rh in TiAl4V6 po iterativnem postopku. Najprej je na visokonatančni stružnici v več korakih obdelal zunanji premer z dodatkom pribl. 0,01 mm.
Ko je opravil in zabeležil meritve z merilno glavo OMP400, je sledila obdelava komponente na končne dimenzije. Dr. Hagedorn ponosno poroča, da je bila metoda uspešna že v prvem poskusu. »Kot smo načrtovali, nam je uspelo doseči točnost ±1 µm pri vseh značilnostih.
Ključno vlogo pri tem uspehu je odigrala merilna glava Renishaw OMP400. Glede na to, da samo surovini platina in rodij staneta več deset tisoč evrov, smo s temi rezultati zelo zadovoljni,« sklene Hagedorn.
Načelo enakosti
Naravoslovec Galileo Galilei je že leta 1636 predpostavljal, da sta vztrajnostna in težnostna masa vedno enaki. Ta teorija je postala temelj za praktično vse fizikalne koncepte, ki jih priznavamo danes, vključno z Einsteinovo teorijo relativnosti.
Po tej teoriji se masa vedno odzove na enak način, ko je podvržena delovanju težnostne sile ali pospeška. Povedano enostavneje: v vakuumu (kjer je odpravljen vpliv zračnega upora) je za pero in za kos svinca čas od začetka pospeševanja do padca na tla enak.
Najnovejše raziskave najmanjših delcev na našem planetu pa nakazujejo, da načelo enakosti morda preneha veljati, kadar ga merimo z dovolj veliko točnostjo, tj. boljšo od 10–12 µm.
Ta vprašanja naj bi razjasnila evropska vesoljska misija MICROSCOPE.
Dve telesi znanih in točnih dimenzij, izdelani iz materialov različnih gostot, bosta daleč zunaj vplivnega območja zemeljskih motenj vrženi v breztežnostno okolje visokega vakuuma. Njun odziv bodo izmerili visokonatančni pospeškomeri. V inštitutu PTB iz Braunschweiga so izdelali valjasta telesa za ta eksperiment.
Zaradi visoke natančnosti, ki so jo dosegli pri izdelavi – od 1 µm do 2 µm za dimenzije, ravnost, cilindričnost (koncentričnost), vzporednost in nagnjenost vseh sosednjih ploskev na valju – je bilo mogoče določiti dimenzije teles s točnostjo do 10–15 µm. Fiziki v vesoljskem laboratoriju bodo tako lahko z izjemno stopnjo točnosti izmerili odziv različnih valjev na silo pospeševanja. Če bodo ugotovili razlike v odzivih, bi ta eksperiment lahko sprožil revolucijo v našem razmišljanju o fiziki trdne snovi.


