¿Cuándo debo inspeccionar?
Con el respaldo de una tecnología innovadora, unos métodos de eficacia demostrada y una asistencia técnica de expertos, Renishaw puede ayudarle a alcanzar sus objetivos de mecanizado con o sin operario a pie de máquina.
Productive Process Pyramid™
La Productive Process Pyramid™ (pirámide del proceso productivo) de Renishaw facilita un esquema de trabajo en el que se identifican las actividades de control de procesos en todas las fases del proceso de fabricación. Puede utilizar niveles de control para eliminar sistemáticamente la variación de los procesos de mecanizado y garantizar unos componentes aceptables dentro de la tolerancia.
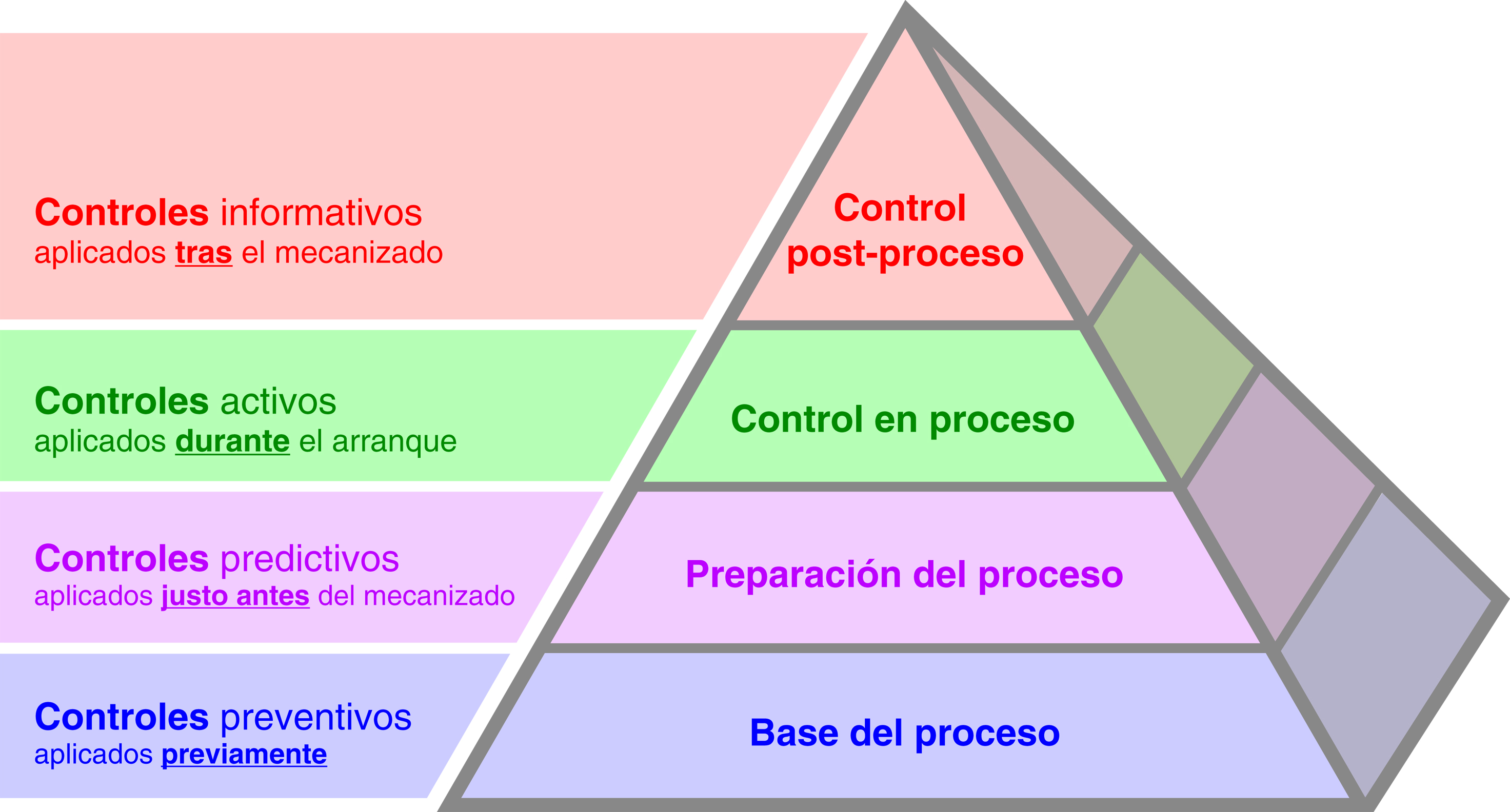

El nivel de supervisión post-proceso incluye la verificación de los procesos y la pieza acabada según las especificaciones. La inspección tiene un papel activo en todos los procesos, salvo en el nivel de base.
El nivel de control durante el proceso trata las fuentes de variación propias del mecanizado, como el desgaste de herramientas y la variación de temperaturas, proporcionando información inteligente al proceso a medida que se realiza dicho mecanizado.
El siguiente nivel es la preparación de procesos, que trata de las fuentes previsibles de variación, como la ubicación de la pieza, el tamaño de las herramientas y las compensaciones de la Máquina-Herramienta que pueden provocar una falta de conformidad en la primera pieza.
En el nivel de base de los procesos se proporcionan las condiciones estables sobre las que la máquina puede realizar el trabajo. Estos controles son preventivos y reducen el número de orígenes de variación antes de iniciar el mecanizado.
Predictivo
Los controles de preparación de procesos son actividades de máquina realizadas justo antes de mecanizar, y pronostican que el proceso se realizará correctamente.
El reglaje de máquina establece …
- La alineación de un eje giratorio, un utillaje o los elementos de fijación necesarios para colocar y sujetar los componentes.
- La posición del centro de rotación de un utillaje y los puntos de referencia de los elementos de fijación.
El reglaje de piezas establece …
- La identificación del componente para seleccionar el programa NC correcto.
- La posición de un elemento de datos para definir un sistema de coordenadas de trabajo (SCT).
- El tamaño de alojamiento o el componente para determinar la condición de tolerancia y la secuencia de desbaste.
- La orientación de un componente (relacionado con el eje de la máquina) para establecer la rotación de coordenadas.
El reglaje de herramientas establece …
- La longitud de la línea de referencia del husillo para establecer una compensación de altura y para comprobar que la longitud se encuentra dentro de la tolerancia especificada.
- El diámetro durante el giro para establecer una compensación de tamaño de herramienta.
Activo
Acciones integradas en el proceso de mecanizado que responden automáticamente a las condiciones del material, a las variaciones que conlleva el proceso y a las situaciones imprevistas, preparando las mejores condiciones para un proceso correcto.
Las mediciones durante el ciclo permiten …
- Adaptar el mecanizado a las variaciones del proceso, como la distorsión de piezas, la desviación de herramientas y los efectos térmicos.
- Actualizar sistemas de coordenadas, parámetros, compensaciones y flujo del programa lógico, en función de las condiciones reales del material.
La detección de herramientas rotas detecta …
- La presencia de una herramienta.
- La posición de la herramienta – para asegurarse de que no está suelta
- Filos de herramienta rotos o astillados.
Informativo
Actividades de supervisión y creación de informes que proporcionan información sobre el resultado de los procesos completados, que posteriormente pueden utilizarse para influir en las actividades posteriores.
Registro de los datos del proceso …
- Situaciones producidas durante el proceso de mecanizado, como los cambios manuales o automáticos para procesar parámetros, compensaciones o sistemas de coordenadas.
- Intervenciones en el proceso que pueden haber influido en el resultado
El software de verificación en máquina permite …
- Inspeccionar elementos fundamentales en las mismas condiciones ambientales que el proceso de mecanizado.
- Confiar en la estabilidad del proceso de mecanizado.
La generación de informes post-proceso proporciona ...
- Registros documentados de la conformidad del componente.
- Un seguimiento histórico de las dimensiones de los elementos fundamentales para la supervisión de la condición de la máquina y mantenimiento programado.
Documentación sobre Máquina-Herramienta
-
 Guía de bolsillo: Soluciones - Mejore la calidad y la precisión de las piezas a la vez que aumenta la eficacia de su centro de mecanizado CNC
Guía de bolsillo: Soluciones - Mejore la calidad y la precisión de las piezas a la vez que aumenta la eficacia de su centro de mecanizado CNC
Guía de bolsillo de sondas para máquinas herramienta CNC
-
 Especificaciones técnicas: Sondas de inspección para Máquina-Herramienta con CNC
Especificaciones técnicas: Sondas de inspección para Máquina-Herramienta con CNC

