Substrate mastered encoder scale for laser cutting machines
Laser cutting is used across industries ranging from aerospace to civil construction. This article explores how Renishaw's substrate mastered linear encoder scales might be used in a fibre laser cutting application where a laser is used to precisely cut large sheets or plates of metal.
A linear encoder consists of a position measurement readhead device paired with a scale (an accurately marked ruler). The readhead measures position by optically sensing the regularly-spaced scale markings and outputs this information as an analogue or digital signal. The signal is subsequently converted into a position reading by a digital readout (DRO) or motion controller. Linear encoder scales can be many metres long and are, therefore, sensitive to thermal changes.
The thermal behaviour of encoder scale is an important consideration when selecting any encoder system. Renishaw's encoder scales are effectively either thermally independent of the substrate (floating) or thermally dependent on the substrate (mastered). Floating scale expands and contracts according to the thermal characteristics of the scale material, whereas mastered scale expands and contracts at the same rate as the underlying substrate.
A useful measure of the performance of a floating scale is disturbance, which is the difference in length between a theoretical perfectly floating scale and the actual scale. This positional error in microns of the end of the scale is caused by the mounting method partially coupling the expansion of the scale with the expansion of the substrate.
Metal cutting with a fibre laser
CNC laser cutting machines are commonly used to cut sheet or plate metals including stainless steel, carbon steel, copper and aluminium. Commercial laser cutting machines typically cut metal with thicknesses of 1 to 20 mm using a fibre laser source with power in the 1 to 10 kW range.
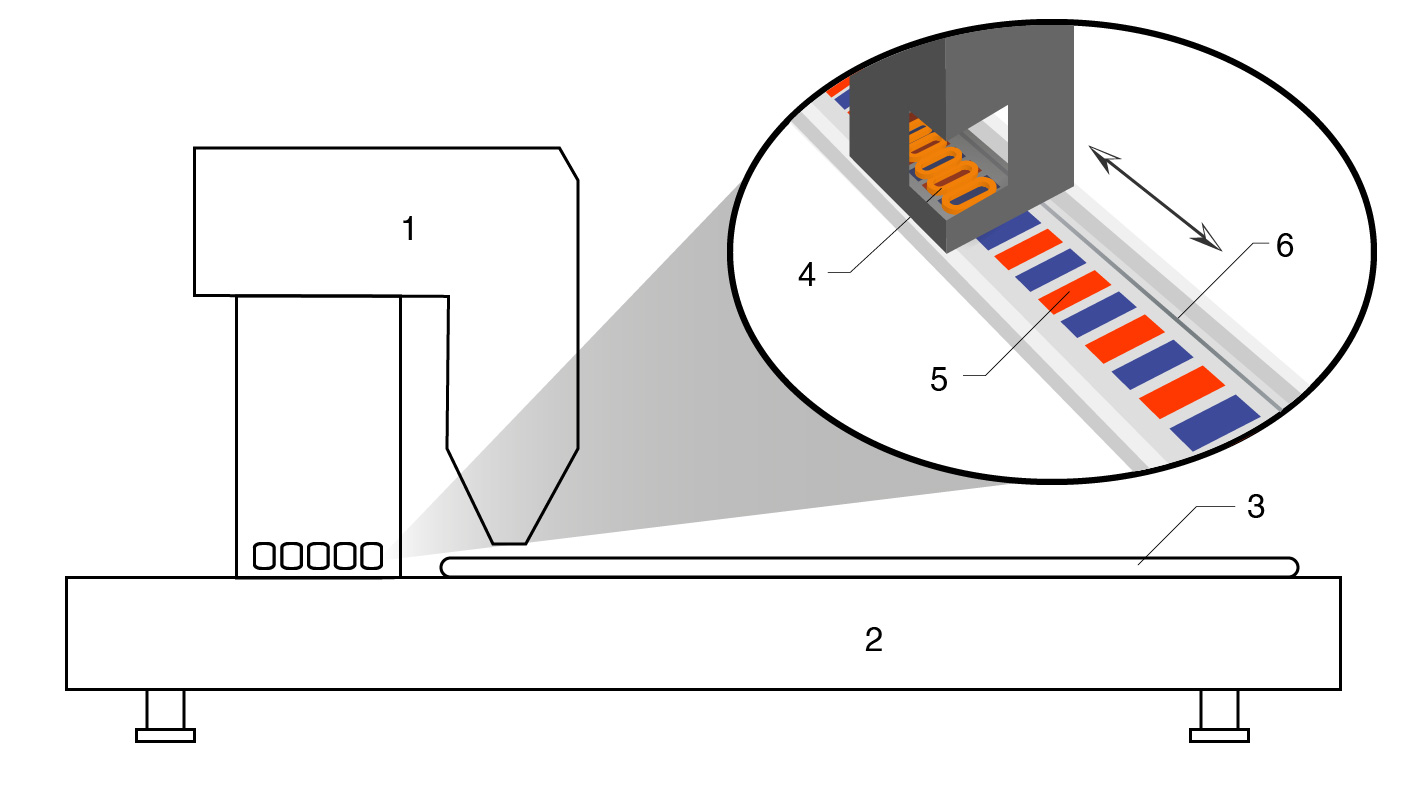

Figure 1: Elevation view of a laser cutting machine. 1 = laser cutting head and gantry shoulder. 2 = machine bed. 3 = metal plate blank. 4 = motor drive coils. 5 = permanent magnet stator. 6 = encoder scale.
These machines comprise a CNC motion system with linear motors on the X and Y axes, a beam collimator and a cutting head, as shown in Figure 1. The laser cutting head also includes focusing optics and an assist gas nozzle that aids the cutting process.
Sheet metal is loaded onto a large machine bed (e.g. 3.2 m x 20 m). Each sheet is supported by rows of metal teeth that support the workpiece and allow the scrap metal to fall away. The laser head is attached to a carriage that moves along a gantry (X-axis) and both shoulders of the gantry are driven along the Y-axis by two linear motors. Dynamic Z-axis control with a linear induction motor is typically required for precise beam focusing. Linear encoders are installed on the X, Y and Z axes and provide position feedback to the CNC controller.
Heat build-up during precision laser cutting is highly localised, and the heat dissipates quickly such that the average workpiece temperature is approximately equal to the air temperature.
Application example
Laser metal cutting is an industrial process that takes place in a factory where the air temperature is likely to fluctuate over time (for example, due to an air conditioning cycle). Air temperature changes cause expansion / contraction of the encoder scale which combines with scale disturbance to generate a significant positioning error. This could lead to an out of tolerance finished part which needs to be reworked or scrapped.
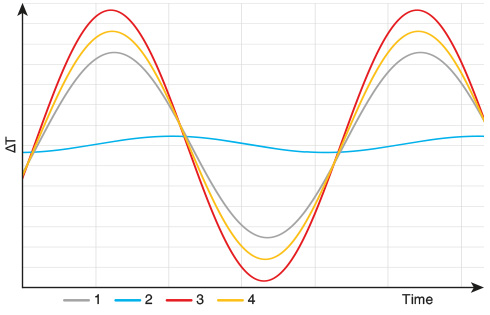
A fibre laser cutting machine is used to cut, using the same cutting path, a series of plate steel blanks (2 m x 2 m x 2 mm) arranged in rows along the machine's longitudinal axis. Air temperature fluctuations make direct temperature compensation challenging, particularly for a 20 m axis, as shown in Figure 2. In this case, the machine's longitudinal and gantry axes have significant thermal mass and maintain a near constant average temperature, and therefore size, throughout the cutting process.
An enhanced metrology solution would be to use a linear encoder with a substrate-mastered scale for motion control in the plane of the machine bed, along both the X and Y axes. Thermal expansion of the encoder scale and the machine axis would then be closely matched, which removes the need for active compensation of the scale. Laser position accuracy is further improved because scale disturbance is not significant for this system.
The effect of long-term air temperature changes on the workpiece could be compensated by machining a calibration part at regular intervals to provide a coarse offset correction. This correction remains valid for a long time due to the high thermal mass of the machine substrate which maintains a relatively constant average temperature and ensures dimensional stability of the scale throughout the cutting process.
Summary
Linear encoder systems with substrate mastered scales (such as Renishaw's QUANTiC™ readhead with RKLC scale) are an excellent solution for precision laser machining processes where local air temperature fluctuations are enough to cause a part to fall out of tolerance. By mounting mastered scale on a substrate material with relatively high thermal mass, effective thermal error compensation during laser cutting is possible. An additional benefit of using substrate mastered scales on very long machine axes is the elimination of scale disturbance error. In general, the advantages of mastered scales include simplification of thermal compensation regimes and the potential for reduction of non-repeatable measurement errors due to, for instance, air temperature variations in the local machine environment.