適用於 SMT 的浮動式鋼材光學尺
什麼是光學尺?
線性光學尺是由位置量測讀頭裝置搭配光學尺組成(正確標示的尺規)。讀頭採用直接方式感測規律間隔的光學尺標記,並將此資訊輸出為類比或數位訊號來量測位置。此訊號接著會由數位讀數 (DRO) 或運動控制器轉換為位置讀數。線性光學尺可能較長,對溫度變化相當敏感。
光學尺及熱行為
光學尺熱行為是選擇任何光學尺系統的重要考量因素。Renishaw 光學尺主要分為兩種類型,一種是不受基材安裝表面熱能影響(浮接式),另一種則會受到基材熱能影響(固定式)。
浮接式光學尺在膨脹及收縮時,大致是按照與光學尺材料相同的熱膨脹係數 (CTE),而且具有已知的 CTE 數值,因此能夠有效使用主動式光學尺溫度補償。
表面安裝技術 (SMT)
SMT 機器會拿起電子元件(例如被動、倒裝晶片及 Quad-Flat 封裝),並將其放置於印刷電路板 (PCB) 的特定位置,然後再回流焊接。PCB 電路板是多層層板,具有平面 (x-y) CTE,一般介於 6 至 14 ppm/K,視應用需求而定。為了確保元件能夠良好接觸 PCB,必須精準放置在數十微米的範圍內。
一般的 SMT 機器包含以下設備:用於運送 PCB 的輸送帶、安裝在兩個平行馬達驅動導軌(Y 軸)的龍門 X 軸、打件頭模組,以及自動元件進料器系統。頭模組具有許多個別吸嘴用於抓住元件,並安裝於導螺桿驅動的滑架上,能夠水平沿著龍門移動(如圖 2 所示)。
每個吸嘴可上下移動(Z 軸),並於 PCB 平面旋轉,以便在放置前讓各個元件朝向正確方向。影像量測系統用於驗證各個元件的旋轉角度是否正確。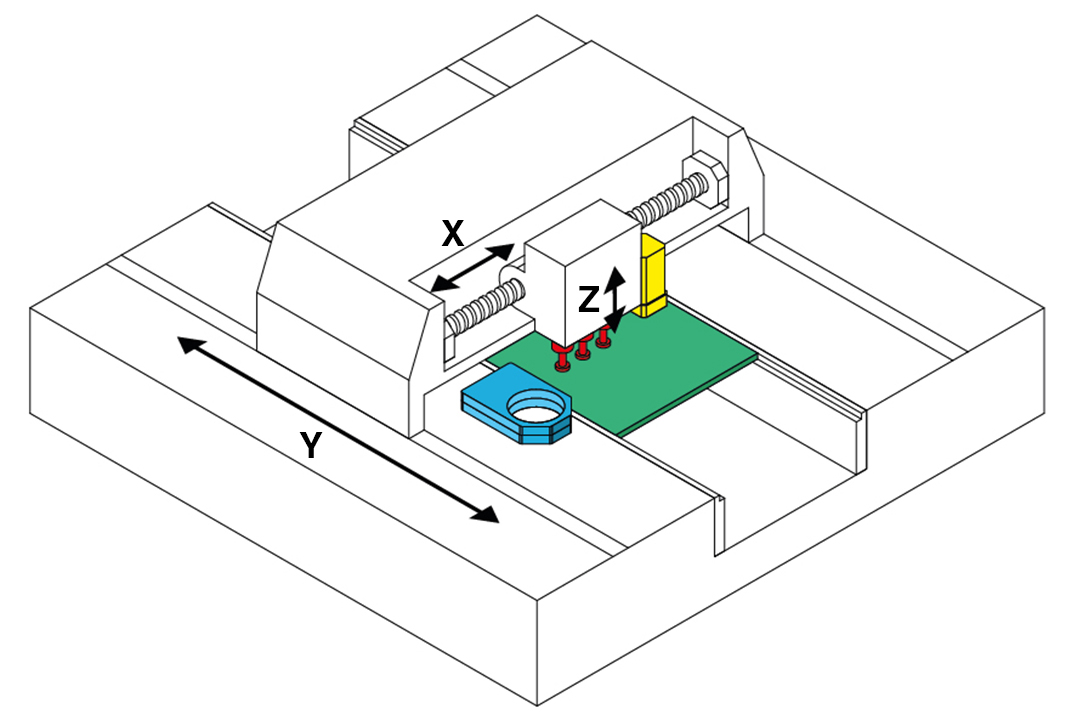 圖 2:SMT 機器顯示以導螺桿驅動的頭模組搭配吸嘴(紅色)、元件攝影機(藍色)、基準標記攝影機(黃色)及 PCB 板(綠色)。
圖 2:SMT 機器顯示以導螺桿驅動的頭模組搭配吸嘴(紅色)、元件攝影機(藍色)、基準標記攝影機(黃色)及 PCB 板(綠色)。PCB 進入 SMT 機器時,會接觸到作為機器基準的電路板擋塊。只要電路板達到靜止狀態,就會將其夾住並固定到位。在開始打件程序前,傳統上會使用每個 PCB 角落的兩或三個基準標記,協助判定電路板方向、位置及線性膨脹或收縮情形。
線性光學尺安裝於 X 軸及 Y 軸,能夠向機器控制器提供準確的位置回饋。
應用範例
請想像有一部鋼鐵框架的 SMT 機器位在工廠內部,只要開始製造環境氣溫就會上升 5 ºC。
機器具有 2 m 長的 X 軸及 3 m 長的 Y 軸(縱軸)。表面安裝裝置 (SMD) 元件安裝於標準 PCB 板上,而 PCB 板尺寸為 610 mm x 457 mm(24 吋 x 18 吋)。三個角落標示了全域基準標記,以修正 PCB 板偏置,並提供 (0,0) 基準點。
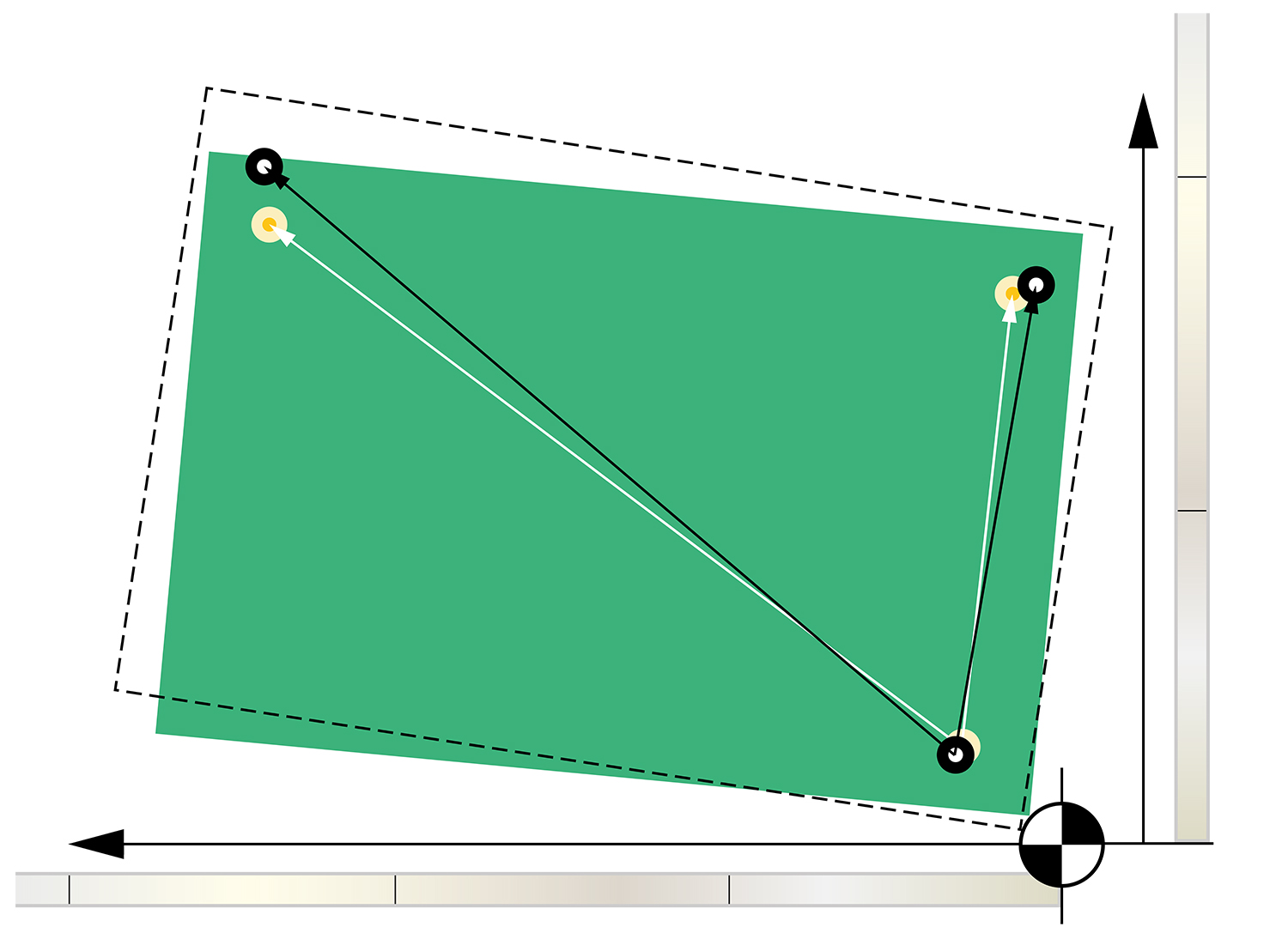
我們針對此案例選擇使用浮接式線性光學尺,以便安裝在機器軸上進行精準量測。這類光學尺具有已知的 CTE 數值,能夠以固定在光學尺上的熱電偶等溫度感測器進行熱補償。每個光學尺都有固定的基準位置,對應於機器基準(如圖 1 所示)。
PCB 材料的熱行為會隨 PCB 溫度變化,而 PCB 溫度大約等同於光學尺溫度,其中假設空氣中達到熱平衡狀態。光學尺與 PCB 的溫度與時間對比圖並沒有出現相位延遲,因此能夠對 PCB 線性熱膨脹進行縮放因數補償。所以光學尺與 PCB 之間的熱膨脹差異,與光學尺和 PCB 層板之間的 CTE 差異呈比例關係。
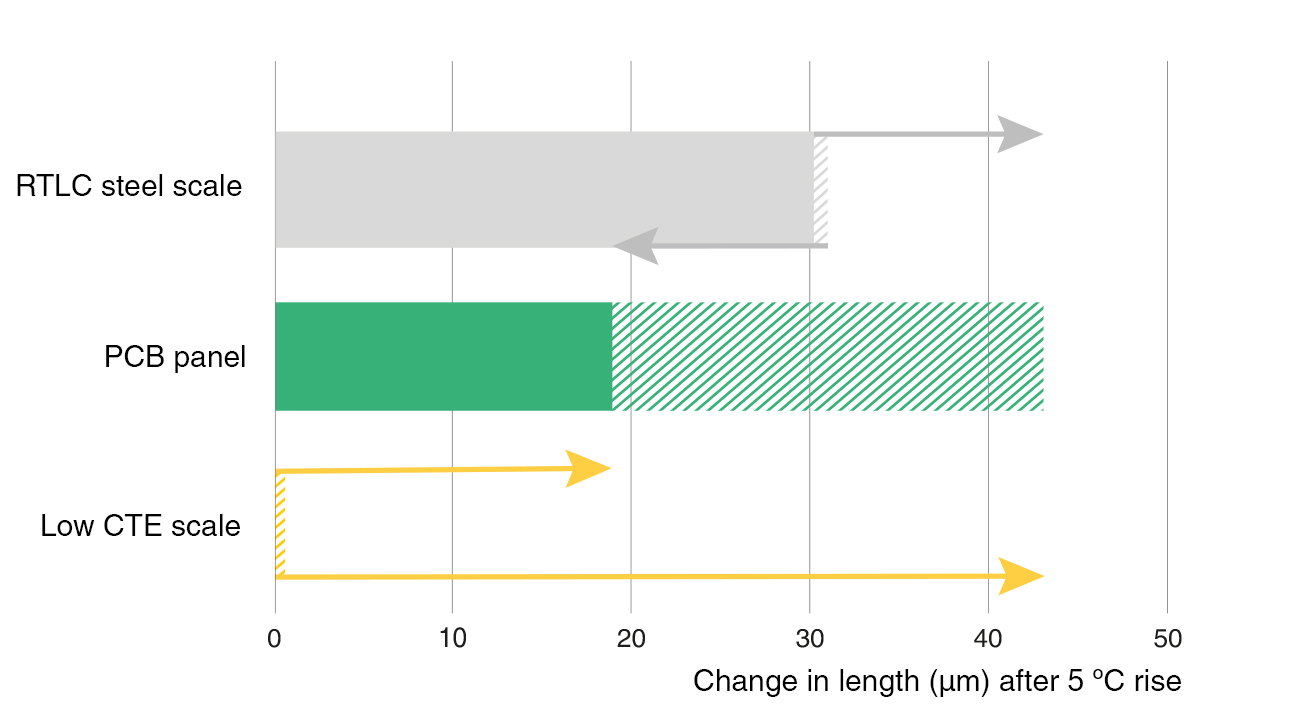
如圖 3 所示,由於能夠減少鋼製光學尺與 PCB 材料之間的 CTE 差異,因此可在少許或沒有熱補償的情況下達到高度的放置精準度。這樣可以盡量減少量測光學尺溫度的誤差影響。
例如 Renishaw RTLC 光學尺為不鏽鋼製的鋼帶光學尺,CTE 數值為 10 ppm,就一般 PCB 的 CTE 範圍而言大約落在中央位置。
如果 PCB 的 X-Y CTE 為 10 ppm,可由光學尺的線性膨脹提供熱補償,實現高度精密的打件作業,而且僅需考量電路板的旋轉及平移偏置。另一個 CTE 較高 (14 ppm) 的 PCB,仍可能會因為光學尺膨脹受到大幅補償。光學尺與 PCB 之間的 CTE 差距縮小,有助於在應用主動熱補償時盡可能減少誤差。
浮接式鋼製光學尺的膨脹比例若大致等同於 PCB 面板,其放置準確度和精度應會遠超過昂貴的低 CTE 光學尺。
結語
Renishaw QUANTiC™ 光學尺搭配 RTLC 光學尺等浮接式光學尺系統,可協助設計人員讓打件機器達到最高的放置準確度及良率。此外,浮接式鋼製光學尺是在 SMT 應用中取代低膨脹光學尺的理想選擇。這類光學尺系統也能主動補償光學尺熱行為,在此情況下提供良好的量測效果。
Renishaw 技術支援團隊將協助客戶決定是基材固定式光學尺還是浮接式光學尺適合量測需求。
如需線性光學尺系統的詳細資訊,請造訪:www.renishaw.com.tw/opticalencoders