Mätningslösningar minskar testtiden för verktygsmaskiner med upp till 6,5 timmar.
En framgångsrik tillverkare av verktygsmaskiner, StankoMachComplex, stod inför ett dilemma. Då efterfrågan på deras växande utbud av verktygsmaskiner ökade snabbt skapade företagets noggranna rutiner för produktester en flaskhals i produktionen. De behöva snabba på testgenomströmningen och samtidigt öka noggrannheten hos sina precisionsmätningar. Svaret var en kombination av Renishaws mätningslösningar.
Bakgrund
StankoMachComplex är en väletablerad tillverkare av ett stort utbud av verktygsmaskiner. De tillhandahåller också en komplett tjänst för teknisk support, inklusive CNC-programmering, reparationer och uppgraderingar. Företaget är baserat i staden Tver, 18 mil nordväst om Moskva, och tillhandahåller svarvar och fräsmaskiner till kunder i 45 stater i Ryssland, och i Vitryssland, Estland och Ukraina.
Ända från grundandet har kvalitet varit avgörande för företagets grundsyn. Verktygsmaskiner från StankoMachComplex uppfyller mycket stränga produktspecifikationer, Ryska standarder och internationella ISO 9000-kvalitetsstandarder.
Alla verktygsmaskiner som lämnar fabriken i Tver har genomgått en intensiv verifieringsprocess, som består av tester utan belastning, belastningstester och tester av den geometriska noggrannheten. Produktens precision och repeterbarhet är avgörande.
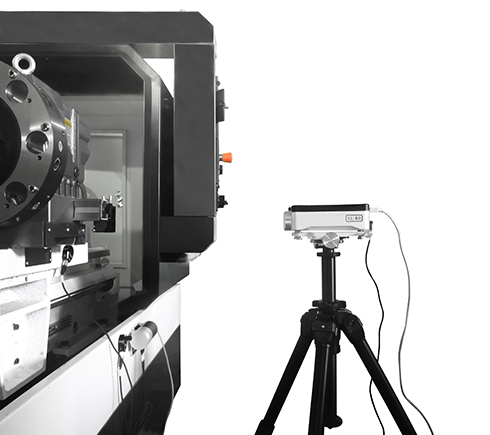 Kontrollera rörelsernas noggrannhet hos verktygsmaskiner med ett XL-80-lasersystem
Kontrollera rörelsernas noggrannhet hos verktygsmaskiner med ett XL-80-lasersystem
Utmaning
Den kommersiella framgången för StankoMachComplex bygger på företagets produktionssiffror. Under sina första 20 har de producerat fler än 4 000 fräsar och svarvmaskiner. Men resultatet av ökad efterfrågan, ökande produktionsvolymer och ett snabbt ökande utbud av verktygsmaskinprodukter ökade pressen på företagets noggranna testprocedurer.
Under de första åren använde företaget manuella testmetoder och mätklockor. Det stod snart klart att denna metod var föråldrad. Testningen var tidskrävande, mätningarna registrerades manuellt och det fanns risk för mänskliga fel.
Andrei Korobeynikov, Head of the Service Department hos StankoMachComplex sade, ”I början kunde processen att mäta positioneringsnoggrannheten hos bara en enda verktygsmaskin ta så länge som 5–7 timmar. Över tiden hade detta helt klart en negativ effekt på vår produktivitet. För att garantera kvaliteten och noggrannheten hos våra verktygsmaskiner måste vi hitta modernare mätutrustning med högre noggrannhet som kunde hjälpa oss att öka testgenomströmningen.
Med tanke på företagets många olika verktygsmaskinprodukter måste utrustningen kunna mäta en fullständig uppsättning av parametrar, inklusive geometrin på ramar och styrningar, CNC-positionering och linjära och roterande axlar.
Renishaws mätsystem garanterar kvaliteten och tillförlitligheten hos vårt företags produkter. De främsta fördelarna är att enkel användning, hög noggrannhet och effektiv mätning, vilket har möjliggjort för oss att ha 100 % tillit till våra produkter.
StankoMachComplex (Ryssland)

StankoMachComplex använder QC20-W-ballbaren för att övervaka verktygsmaskinernas skick
Lösning
”Kvalitetsstandarderna i ISO 9000-serien kräver att utrustning för tillverkning och besiktning kalibreras, övervakas och kontrolleras med erkända och spårbara system och metoder”, sade Andrei Korobeynikov.
Han tillade, ”När vi skulle börja anskaffa nya mätsystem för fabriken för verktygsmaskiner i Tver började vi med grundliga marknadsundersökningar. Vi insåg snart att de ledande internationella tillverkarna av verktygsmaskiner använde Renishaws kalibreringslösningar. Uppenbarligen var det en beprövad lösning, som skulle leda till en omvälvande förändring av testprocedurerna hos StankoMachComplex, och vi har blivit försäkrade varje dag att vi fattade rätt beslut”, sa Andrei Korobeynikov.
Första steget i samarbetet mellan StankoMachComplex och Renishaw var anskaffningen av QC20-W-ballbaren och XL-80-lasersystemet. XL-80-systemet används för att kontrollera noggrannheten hos verktygsmaskinernas rörelser. Testerna utförs individuellt på varje axel och tillsammans med QC20-W-data ger det en fullständig bild av verktygsmaskinens skick. Där det är möjligt kan kompensation användas för att förbättra prestandan ytterligare.
Efter ha inlett produktionen av fräsmaskiner med roterande axlar köpte StankoMachComplex en XR20-W-kalibreringsutrustning för roterande axlar som kan mäta roterande axlar upp till ±1 bågsekund. Systemet utför kontaktfri referensmätning med hög kvalitet som inte rör vid axeln under testet. XR20-W har flexibiliteten att kunna monteras i eller utanför centrum på maskinens roterande axel med Renishaws programvara för ”off axis”-rotation.
Resultat
I dag innehåller StankoMachComplexs verktygslåda fem mätsystem från Renishaw: två XL-80-laserinterferometrar, två QC20-W-ballbars och en XR20-W-kalibreringsutrustning för roterande axlar.
Andrei Korobeynikov sade, ”Vi använder Renishaws mätsystem varje dag. Med noggrann inspektion och tester av precisionen hos maskinutrustningen kan vi fastställa verktygsmaskinernas klassificering och garantera deras höga kvalitet. De främsta fördelarna med Renishaws mätsystem är att de är lätta att använda, har hög noggrannhet och mäter effektivt. Jämfört med manuella testmätningar har mätningen av positioneringens precision minskat med en faktor på 15, från 5–7 timmar till 15–30 minuter.”
”Andra fördelar med att arbeta med Renishaw är regelbundna uppdateringar av programvaran med målet att eliminera fel, utökade funktioner, uppdateringar till analysstandarder och heltäckande teknisk support,” tillade han.
Andrei Korobeynikov avslutade, ”Renishaws mätsystem har möjliggjort för oss att ha 100 % tillit till våra produkter. Mätsystemen sparar resultaten av alla tester, vilket bekräftar att verktygsmaskinerna uppfyller den angivna noggrannhetsklassen. Och om det behövs kan vi också använda utrustningen för att verifiera verktygsmaskinens prestanda på plats hos kunden. Att arbeta med Renishaws mätsystem garanterar kvaliteten och tillförlitligheten hos vårt företags produkter.”
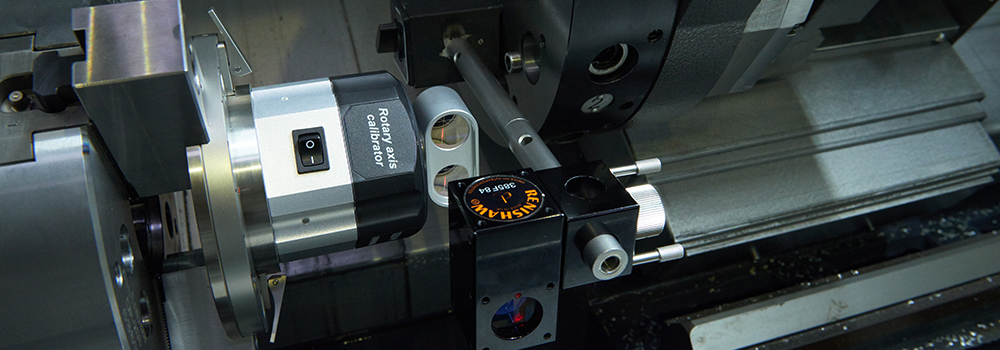
Kalibrering på en verktygsmaskin med XR20-W kalibreringsutrustningen för roterande axlar

