Scania – där verktygsmaskinunderhållet är en investering och inte en kostnad!
Dynamate AB, företaget som sköter anläggningsunderhållet för den världsledande lastbilstillverkaren Scania, har infört en av de mest omfattande och välstrukturerade underhållsstrategierna i branschen.
Scania är månt om att producera så många komponenter som möjligt inom företaget, motoranläggningen i Södertälje levererar delar till monteringsverksamheterna i Sverige, Nederländerna, Frankrike, Brasilien och Argentina.
Karl Orton, produktionsservicechef på Dynamate, kommenterar glatt förhållandena för nya maskiner: ”Maskintillverkarna tycker att vi är jobbiga. Endast 3 av 34 nyligen inköpta maskiner har godkänts enligt ISO-standarderna efter att ha genomgått våra tester! Scania är nu villigt att betala oss för att besöka maskinleverantören innan maskinen levereras och utföra våra tester så att maskinen kan ställas in på rätt sätt. I slutändan tjänar leverantörerna på det här eftersom det blir färre servicesamtal och de kan använda överskottet till att förbättra sina produkter och tekniken."
Regelbundna 20-minuterstest
Minst en gång om året, och i många fall betydligt oftare, utsätts samtliga av de 500 CNC-maskinerna i Södertälje för ett flertal tester som varar sammanlagt en timme per maskin. Ungefär 20 minuter av tiden läggs på att testa maskinens positioneringsprestanda med hjälp av en Renishaw QC10 ballbar. Resultaten talar om var omedelbara förbättringar kan göras efter testet. Det kan till exempel röra sig om att justera maskinens programinställningar eller var man bör göra mer grundläggande underhållsarbete, som att byta ut komponenter.
Resultaten av varje ballbartest registreras i historiköversikter så att förändringar av maskinens prestanda kan observeras över tid. Detta medför att Dynamate kan förutse när underhållsarbete kommer att behövas, istället för att sätta in nödåtgärder när maskinprestandan blir så dålig att produkter måste kasseras.
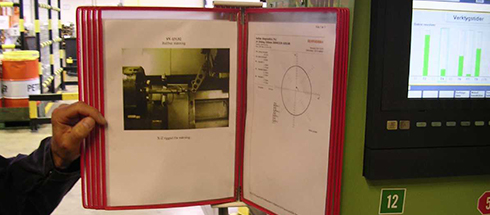
Ballbartestet består bland annat av att man kör ett CNC-program på maskinen för att beskriva en cirkel med angiven radie. Ballbaren är ansluten mellan maskinspindeln och maskinbädden med särskilda magnetiska kul- och skålfästen. När maskinen beskriver den programmerade cirkeln, övervakar ballbaren cirkelns radie och avvikelser från den ”perfekta” cirkeln registreras av programvaran i en PC.
Maskinens positioneringsprestanda visas av hur väl maskinen följer den cirkelformade banan. Renishaw-programmet kan identifiera 21 separata parametrar och beräkna exakt hur mycket av det totala felet som beror på var och en av dessa parametrar.
Detta 20-minuterstest, som utförs på exakt samma sätt av alla tekniker på olika platser, är mycket effektivt för både fleroperationsmaskiner och svarvar och Dynamate arbetar på att utveckla ett liknande test för slip- och kuggfräsmaskiner.
Omedelbara maskinförbättringar
Kjell Norstedt, underhållstekniker på Dynamate, kan påvisa att själva verktygsmaskinen ofta är orsaken till process-problemen, något produktionspersonalen vanligtvis inte vill tro. Det första testet som han gör på en maskin visar ofta på tidigare okända fel och i de flesta fall kan han rekommendera betydande förbättringar. Norstedt ger ett typiskt exempel:
”Programmet på en maskin som tillverkade växellådsdelar justerades manuellt med några timmars mellanrum för att komponentmåtten skulle ligga inom toleransvärdena. Detta hade pågått under ett par år. Jag körde ett ballbartest på några minuter och fann ett rundhetsfel på 948 my! Med värdena från ballbarens analysprogram kunde jag direkt ändra glappkompenseringen och minska rundhetsfelet till mindre än 400 my. När jag ändrade motorerna försvann det mesta av det återstående felet och personalen behöver inte röra programvärdena igen."
Han fortsätter: ”Tidigare gjordes kvalitetsmätningarna efter produktionen och väldigt få mätningar gjordes före produktionen för att analysera maskinprestandan. Äntligen är det någon som förstår vad vi har försökt att säga. Jag har väntat i 20 år på att någon skulle lyssna.”
Känna till statusen för varje maskin
Dynamate har bett produktionsplanerarna på Scania att klassificera varje maskinverktyg i kategorierna A, B eller C efter fem olika mått:
- säkerhet (hälso- och säkerhetsfrågor)
- kritiska högrisksfunktioner
- hög volym/tid som ägnas åt skärning
- redundans
- avsett framtida bruk
Dynamate planerar underhållsprogrammets frekvens och omfattning med hjälp av denna indelning och förser Scania med information om var maskinerna belastas hårdast och var det sannolikt kommer att uppstå problem. Ballbaren QC10 är av stor nytta när man ska reda ut vilka maskiner som är av avgörande vikt för produktionens effektivitet och vilka som kan utgöra eventuella flaskhalsar.
Ett flertal aspekter av varje maskin har analyserats, inklusive struktur och dynamik, för att kunna informera Scania om hur lång tid den kan producera godkända delar, vilka maskiner som behöver renoveras och i vissa fall även bytas ut. Många fler befintliga maskiner kan nu producera delar med större precision under en längre tid, eftersom de bakomliggande orsakerna till problemen undanröjs innan produktionskvaliteten blir lidande.
Dynamate går från klarhet till klarhet
Dynamate är ett helägt dotterbolag till Scania men drivs som en oberoende verksamhet. Omsättningen har ökat från EUR 30 miljoner under 1997 till EUR 130 miljoner under 2004 och verksamheten har 720 anställda. Företaget har fått nya kunder utanför Scania-koncernen då man marknadsför sig som kundens ”dynamiska underhållsleverantör”, vilket bland annat har lett till ett mycket fördelaktigt 5-årskontrakt med ett stålföretag. Karl Orton sammanfattar: ”Den största utmaningen är att övertyga människor om att det är en produktionsinvestering att övervaka maskinprestandan, inte en kostnad.”
