Verktygsmaskinprober för inställning och inspektion av arbetsstycken
Öka effektiviteten hos dina CNC-fleroperationsmaskiner och svarvar med vårt innovativa utbud av automatiserade verktygsmaskinprober för inställning och inspektion av arbetsstycken. Strömlinjeforma din verksamhet och maximera din produktivitet med våra probningslösningar för verktygsmaskiner.
Inspektionsprober på verktygsmaskiner spelar en nyckelroll för att uppnå precision genom hela tillverkningsprocessen. Dessa precisionsmätanordningar erbjuder automatiserad inställning av arbetsstycken, processtyrning under arbetet och verifiering av detaljer.
Renishaw erbjuder ett omfattande sortiment av inspektionsprober för verktygsmaskiner med stöd för många olika applikationer. Våra prober faller inom tre kategorier beroende på vilken teknik de använder: standardnoggrannhet, hög noggrannhet och skanning.
Gå från manuell till automatisk inställning och inspektion av arbetsstycken med våra kontaktprober med standardnoggrannhet.

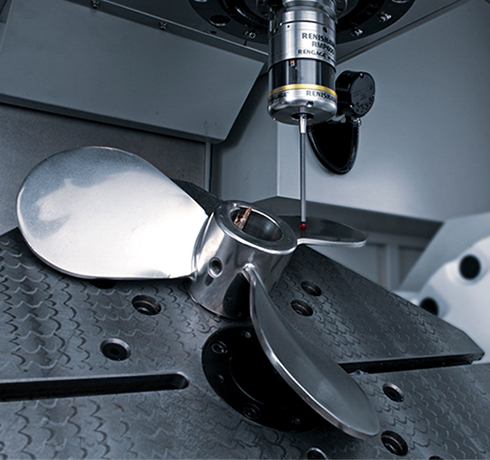
Utforska vårt utbud av kontaktprober med hög noggrannhet för oslagbara 3D-mätfunktioner.

Få tillgång till detaljinställning med hög hastighet, 3D-mätning av egenskaper och former samt övervakning av ytans status.
Ny teknologi
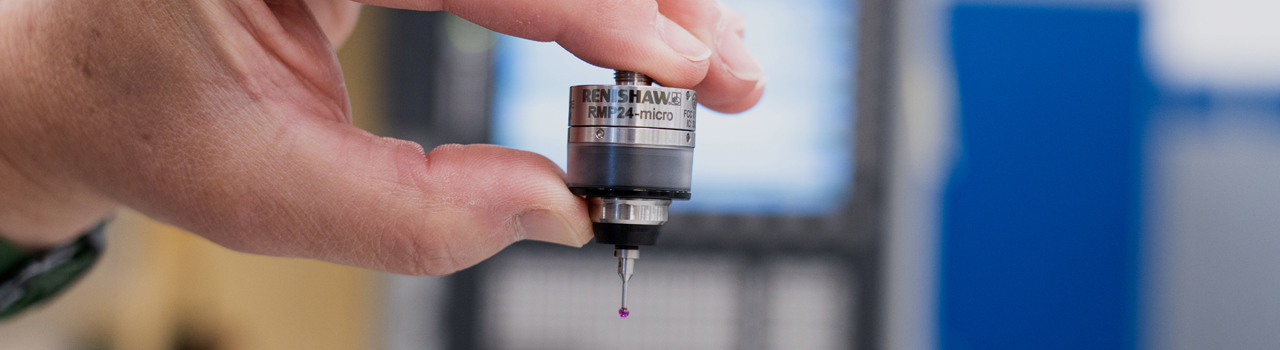
Förbättra noggrannheten och effektiviteten på din bearbetningsprocess med världens minsta trådlösa prob för verktygsmaskiner.
Probteknologi
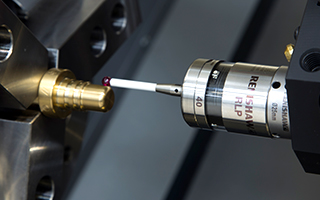
- CNC-kontaktprober med standardnoggrannhet inkluderar ett original och tillförlitligt kinematiskt utförande för 2D-kontaktprobmätning.
- Våra kontaktprober med hög noggrannhet kombinerar ett kinematiskt monteringssystem med trådtöjningsgivare, vilket erbjuder enastående kontaktprobprestanda.
- Dessa skanningsprober inkluderar unik SPRINT™-teknologi vilket erbjuder enastående 3D-skanningsdata med hög hastighet, och hög densitet.
Fördelarna med verktygsmaskinprobning
Probnings- och verktygsmätsystem används i hög utsträckning inom tillverkningsindustrin. Moderna CNC-styrenheter levereras numera utrustade med standardrutiner som tillhandahåller probningscykler och möjliggör sömlös integration med inspektionsprober på verktygsmaskiner. De erbjuder många olika fördelar, inklusive:
- Förbättrad kvalitetskontroll. Inspektionsprober utför extremt noggranna och exakta mätningar vilket medger kvalitetskontrollmätningar. De data som samlas in under bearbetningsprocessen kan även analyseras och användas för att optimera processer och förbättra kvaliteten ytterligare.
- Ökad effektivitet. Genom att introducera automatiserade processer, reducerar du behovet av manuella mätningar och på så sätt reduceras risken för mänskliga fel. Detta möjliggör snabbare inspektionstider och förbättrar den totala produktiviteten.
- Förbättrad processtyrning. Genom att tillhandahålla realtidsinformation om detaljens mått och egenskaper, kan tillverkare justera och korrigera bearbetningen om detaljen börjar att avvika utanför toleransen.
- Minskade kostnader. Tidig detektering av avvikelser hjälper till att förebygga tillverkning av defekta detaljer. På så sätt reducerar du dina kassationer, merarbete och tillhörande kostnader.
- Ökad flexibilitet. Användning av inspektionsprober tillåter effektiva inspektioner av komplexa detaljer och svåråtkomliga funktioner vilket medger större flexibilitet och ett bredare spektrum av tillverkningskapacitet.
Jag förstår inte varför det tog så lång tid för mig att inse hur värdefull probning är i min arbetsmiljö. Nu när jag förstått hur användarvänlig och tillförlitlig OMP40-2 är, vore det svårt att övertyga mig om att använda något annat.
Hammond Engineering (Australien)
Hantera processvariationerna vid källan
Nyckeln till att tillverka komponenter tillförlitligt inom toleransen är att ta bort källor till variation i hela tillverkningsprocessen. Om du tillämpar automatiserade probningsrutiner före, under och efter metallbearbetningsprocessen kan du uppnå allt detta.
Genom att följa vår Productive Process Pyramid™-metodik kan du identifiera möjligheter med processtyrning längs tillverkningens alla steg.
Du kan använda probning för att utföra förebyggande kontroller innan bearbetningen startar. Optimering och övervakning av maskinens skick är en avgörande process för att göra det möjligt för maskinen att konstant tillverka felfria komponenter och drabbas av färre oplanerade stopp.
Probning under processinställning hanterar förutsebara variationskällor, t.ex. arbetsstyckets placering, verktygets storlek och förskjutningar på maskinen som annars skulle orsaka att komponenterna inte överensstämmer med specifikationen.
Probning under pågående process begränsar variationskällor som alltid förekommer vid maskinbearbetning, t.ex. verktygsslitage och temperaturvariationer och ger smart återkoppling till processen medan bearbetningen fortsätter.
Övervakning efter processen kontrollerar processen och det slutförda arbetsstycket gentemot respektive specifikationer och skapar tillförlitlighet kring bearbetningsprocessens stabilitet.

Hitta rätt typ av överföring
Våra verktygsmaskinprober och CNC-styrenheterna kommunicerar via signaler som hanteras av ett överföringssystem. Din maskintyp och applikationen avgör vilken prob- och överföringstyp som passar bäst för dig. Renishaw-prober använder tre huvudtyper av överföringssystem:
Optisk
Våra optiska överföringssystem använder infraröd teknik för att kommunicera och kräver en fri siktlinje mellan proben och mottagaren. Detta betyder att de är mest lämpliga för små och medelstora maskiner utan komplex fixturering.
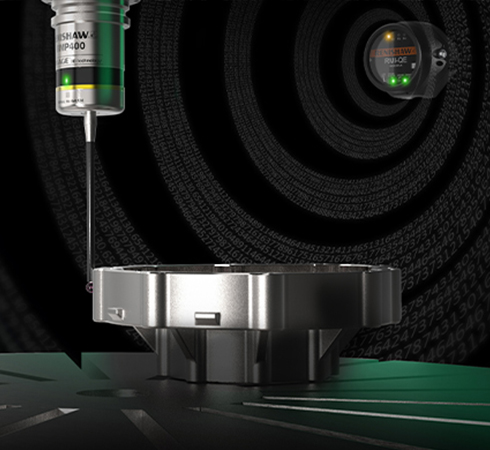
Radio
QE-seriens radiosystem använder radiovågor för att skicka signaler från proben till mottagaren. Teknik med frekvenshoppande spridningsspektrum (FHSS) gör det möjligt för system att kommunicera tillförlitligt utan störningar från andra enheter. Radiosystem är särskilt lämpade för stora maskiner och/eller applikationer där någon fri siktlinje inte är möjlig.
Kabelansluten
Kabelanslutna probsystem ansluts direkt till verktygsmaskinens styrenhet via en signalkabel. Dessa system är optimalt lämpade för svarvmaskiner där proben är permanent monterad.
Frågor och svar
Fråga: Vad menas med inställning och inspektion av arbetsstycken?
Inställning av arbetsstycken i CNC-fleroperationsmaskiner avser processen med att korrekt positionera och rikta in ett arbetsstycke i en CNC-verktygsmaskin. Genom att noga ställa in ett arbetsstycke reducerar du risken för variationer vilket medger exakt bearbetning. Automatiserad inställning med en prob kan även vara upp till tio gånger snabbare än manuell inställning, vilket ger verktygsmaskinen mer tillgänglig tid för bearbetning.
Inspektion av arbetsstycken avser mätning av en bearbetad detalj eller beståndsdel. Inspektionsprocessen kan utföras medan detaljen fortfarande är i CNC-verktygsmaskinen och inkluderar att kontrollera att geometrin och måtten överensstämmer med den ursprungliga designspecifikationen. Dessa mätningar kan utföras antingen manuellt eller automatiskt med hjälp av ett probsystem. Om systemet t.ex. upptäcker att en inspekterad del är för stor, kan detta justeras direkt under bearbetningsprocessen. Detta säkerställer att kvalitetsstandarderna uppfylls och förhindrar att defekta delar skapas under tillverkningen.
Genom att tillämpa båda automatiserad inställning och inspektion av arbetsstycken, kan tillverkare minimera fel och tillverka komponenter av högsta kvalitet.
Fråga: Kan jag använda mitt befintliga gränssnitt från ett annat märke med en Renishaw-prob?
Renishaw-prober fungerar endast med Renishaw-gränssnitt. Vi kan dock hjälpa dig med eftermonteringslösningar på dina befintliga maskiner. Kontakta ditt lokala försäljningsteam för mer information. Du kan även läsa mer om våra Renishaw-gränssnitt.
Fråga: Hur rengör jag arbetsstycket före mätningen?
Du kan rengöra arbetsstycket med hjälp av tryckluft. Som alternativ kan du använda en tvättcykel, där den komponent som ska mätas leds genom en stråle med kylvätska för att avlägsna skägg eller lösa partiklar.
Ytterligare resurser






Alla Renishaw verktygsmaskinprober kräver att du köper ett kompatibelt gränssnitt. Du hittar mer information om vårt utbud av gränssnitt på våra produktsidor.
De följande stegen
Letar du efter mer information eller behöver du diskutera dina specifika krav? Skicka in ett kontaktformulär för att prata med ditt lokala kontor.