Meyer Tool tillverkar komponenter till flygmotorer och "mjukar upp" sina mätkostnader med det mjukvarubaserade mätsystemet Equator™
Med över 100 olika traditionella mätdon som kostar mellan 10-20 000 dollar i sina anläggningar har Meyer Tool höga förväntningar på att Equator™ avsevärt kommer att minska kostnaderna.
Renishaws nya Equator-system är ett mjukvarubaserat jämförande mätsystem som redan har hjälpt till att minska kostnaderna för många olika traditionella mätdon hos Meyer Tool, som tillverkar komponenter till flygmotorer i Cincinnati, Ohio, i USA. Varje år designar, tillverkar och underhåller Meyer Tool dussintals av dessa dyra verktyg för processmätningar. Prototypversionen av Renishaws mätenhet Equator har lyckats eliminera minst fyra traditionella, dyra mätdon i en ny produktionscell.
"Det här är bara början på det genomslag som företaget förväntar sig. Specialbyggda traditionella mätdon kan kosta upp till 20 000 dollar per styck att designa, tillverka och underhålla", enligt Beau Easton som är kvalitetschef på företaget. "I förlängningen kan förändrad design medföra kostnader på ytterligare 3 000 till 10 000 dollar för att omkonfigurera och kvalificera ett befintligt mätdon".
Minskar kostnaden för traditionella mätdon
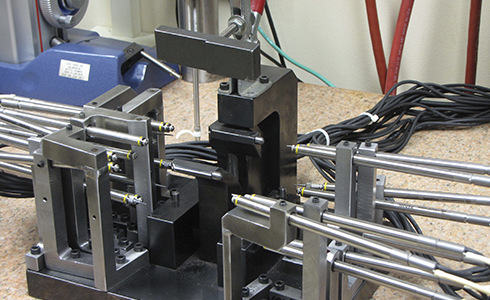
Vid dimensionell processmätning förlitar sig företaget huvudsakligen på punktvis mätning med produktioncellsbaserade kontaktmätare, som använder pneumatiska, digitala prober. Traditionella mätdon i maskinceller ger väldigt snabb återkoppling men de är dyra. Design/konstruktion av en delcell kan kosta 6 000 dollar. Sedan tillkommer prober för 500 dollar per st. samt verifieringsstudier och underhåll, förklarar Easton. "Om vi tillverkar ett komplett munstycke så kan det innehålla sex till tio fixturer, med sex till tjugo prober vardera. Om en funktion eller tolerans sedan ändras så tillkommer extra tid för att ändra och verifiera mätdonet."
När de fick se Renishaws jämförande mätsystem Equator och erbjöds att testa en prototypversion insåg Easton och SPC-chefen Bridget Nolan omedelbart dess potential. "Vi blev involverade i Renishaws introduktion av systemet och levererade delar. Renishaw programmerade delarna och resultaten stämde överens med resultaten från vår koordinatmätmaskin (CMM)", säger Nolan, vars avdelning ställer in, underhåller och programmerar företagets mätdon, fixturer och instrument.
Repeterbar jämförande mätning
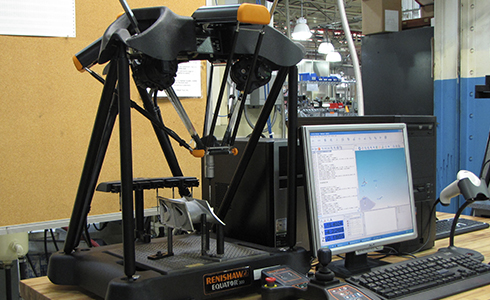
Trots sitt ovanliga utseende använder Equator-systemet samma komparativa kalibrerings- och mätmetoder som alla andra dedikerade mätsystem. En masterkomponent med kända dimensioner används för att nollställa systemet, och sedan görs de följande mätningarna i förhållande till denna del. Det viktigaste med Equator-systemet är dess höga repeterbarhet och radikalt annorlunda metrologimekanism, som baseras på en parallell kinematisk struktur.
Den här mekanismen är lätt och tillåter snabba rörelser men är ändå styv och repeterbar. Systemet använder Renishaws kontakt- och skannande prober, mätspetsar och mätspetsväxlarrack, och MODUS™ Equator- mjukvara. Den är kostnadseffektiv och tre till fem traditionella mätdon i en produktionscell från Meyer Tool kan ersättas med en Equator. Equator kan användas vid flera olika moment, växla mellan dem inom sekunder samt programmeras om för många andra delar under dess livslängd.


Strömlinjeformad produktionscell
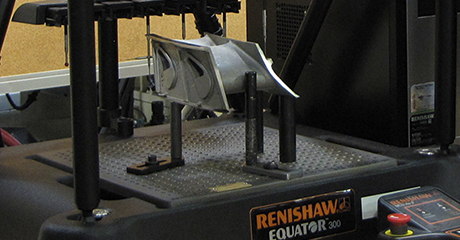
Equator-systemet används för närvarande vid en strömlinjeformad (lean) produktionscell på Meyer Tool. Equators goda anpassningsförmåga gör att det enkelt kan integreras med Meyers Orion SPC-system. Operatören är fortfarande bekant med utseendet och inlärningskurvan förkortas. Orion kommunicerar med Equators MODUS-programvara, där operatören kan se resultaten som tredimensionell data, SPC-diagram, etc, vilket gör det möjligt för operatören att bestämma CNC. "Kom ihåg att operatören ser variabla data och kan jämföra den aktuella delen med tidigare mätningar, vilket gör att det inte bara handlar om att godkänna eller underkänna," förklarar Nolan. Delarna måste uppfylla en tolerans på ±0,001 till ±0,003 tum. Kontrolltiden varierar beroende på del men tar normalt två till sex minuter, vilket ligger klart inom produktionscellens takttid så att systemet enkelt klarar att hålla jämna steg med maskinoperationerna.
"Vi mäter redan fem delnummer för två olika motorprogram, så vi har ställt in och kvalificerat multipla fixturplattor för Equator," säger Nolan. "Vi försöker kombinera så många olika operationer på en platta som möjligt för att begränsa antalet kvalificeringar, och vi arbetar för närvarande med en platta där vi kombinerar tre operationer. Inom geometrisk dimensionering och toleranser (GD&T) tar vi fram korrekta positioner, spår, håldiameter, profiler, kast och liknande med kontaktprobning, men vi håller på att införa kontaktskanning med SP25M-proben. Vi har också mätspetsväxlarrack och använder minst fyra olika mätspetsar, ofta stjärn mätspetsar, så det är det väldigt behändigt att inte att behöva kalibrera om vid varje växling”, säger Nolan.
Spårbar mätning
Equator-mätningarna på Meyer Tool korreleras med CMM med hjälp av en CMM-kalibrerad masterenhet. "Masterenheten anger de värden som Equator förväntas finna inom mätområdet medan mjukvaran automatiskt använder de kompensationsvärden som erhålls nominellt från CMM-enheten. Den måste kontrollera att den tillåtna toleransen ligger inom 10 procent av den nominella," förklarar Nolan. Du behöver inte ange en ny masterenhet efter ändring av varje del då Meyer har beslutat att detta ska följa ett 3-timmarsschema för att kompensera för ändringar i anläggningstemperaturen.
Equator-systemet memorerar masterdelarna och valideringsvärdena, så vi kan växla delar hur ofta vi vill under 3-timmarsperioden utan att behöva ange en ny masterenhet.
Meyer Tool (USA)
Kvalitetsstyrda Meyer Tool
USA-baserade Meyer Tool är en ledande tillverkare av heta komponenter till jetmotorer åt OEM-företag inom rymdteknik och sysselsätter över 1 000 personer på tio olika platser. Huvudkontoret i Cincinnati är en av stadens tio största privata arbetsgivare och är specialiserat på nya delar, medan vissa av Meyers andra anläggningar utför reparationer och översyn åt olika OEM-företag. De huvudsakliga arbetsmaterialen består av superlegeringar, nickel och kobolt-krom.
Med nästan 500 snabborrande borr för gnistbearbetning (EDM) är Meyer Tool Nordamerikas största tillverkare inom gnistbearbetning. De här maskinerna kompletteras med 45 slipstationer, över 300 konventionella gnistbearbetningsmaskiner plus CNC-maskiner med 3 och 5 axlar. Företaget EDM-borrar över 1,75 miljoner hål per vecka, och då ett av hundratals blockerade hål kan leda till fel på militära högtrycksblad är Meyer Tool fanatisk när det gäller kvalitet.
Företaget sysselsätter 10-15 kvalitetsingenjörer, åtta experter och ett SPC-team med fem medarbetare. "Vi började implementera strömlinjeformade principer för över 10 år sedan, vilket följdes av en AS9100-certifiering," säger Easton. "Även den investeringen har betalat sig. Antalet godkända produkter ligger på 98,9 procent i januari 2011, vilket är andelen produkter direkt från maskinen förutom produkter med icke-överensstämmelse eller ej godkända produkter."
Detta har uppnåtts genom att återkopplingen i realtid har skruvats upp till en mycket högre nivå, tillägger han. Det som utför ryggraden för all informationen inom företagets mätning, SPC och kvalitetssystem är den egna Orion-mjukvaran och arbetsstationerna, som säljs kommersiellt genom dotterbolaget Sigma Technology Services. Alla delar inspekteras till 100 procent på olika sätt med bl.a. laserskanner och beröringsprober på CMM-enheter, 5-axlad mätning, radiomätning och mätning av flödesbanan etc. Alla dessa är nätverkskopplade i ett Orion-system som fungerar som ett gemensamt operatörgränssnitt för mätsystemen.
Mätprogram, resultat och SPC-data hanteras av Orion-systemet. När en operatör slutför arbetet på en del skannas dess serienummer in i systemet. Sedan mäts delen och operatören kan omedelbart se och jämföra resultaten med de 35 senaste delarna som uppmätts av liknande typ. "Du kan skanna en dels serienummer i valfri terminal i vår anläggning för att se dess mätdata," säger Easton. "Den här informationen stannar kvar i delen. Före leverans kontrolleras all inspektionsdata så att alla punkter är godkända. Vid en eventuell underkänd punkt så tas den delen bort tills hela delen är godkänd. Vår ppm-flykthastighet är nästan obefintlig och kunderna är medvetna om det."
Det "mjuka" alternativet till att betala för traditionella mätdon
Med över 100 olika mätdon som kostar mellan 10-20 000 dollar i sina anläggningar har Meyer Tool identifierat de potentiella kostnadsfördelarna med ett flexibelt mjukvarubaserat mätsystem. "Vi utökar fortfarande vår kunskap och kapacitet med Equator-systemet, men har höga förväntningar på att systemet till slut kommer att reducera en stor del av våra kostnader för traditionella mätare," tillägger Easton.